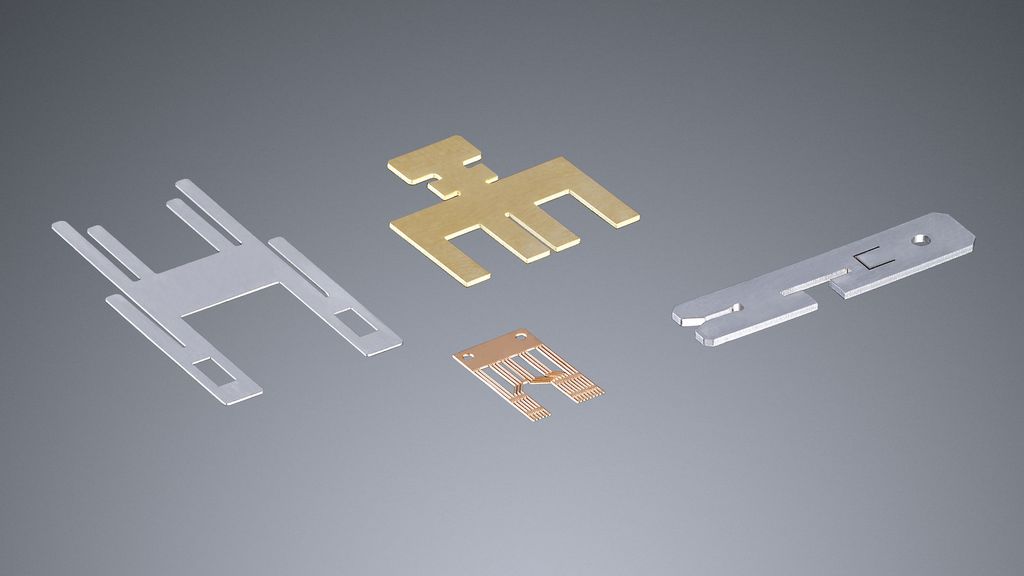
多樣化材料
工業加工中的所有常見材料——從鋼到鋁、不銹鋼與彩色板材再到非金屬材料,如合成材料、玻璃、木材或陶瓷——可透過雷射器可靠且高品質地切割。利用該工具可以切割厚度從0.5到30毫米以上的不同板材。極其廣泛的材料範圍使雷射器成為金屬與非金屬領域眾多應用的首選切割工具。
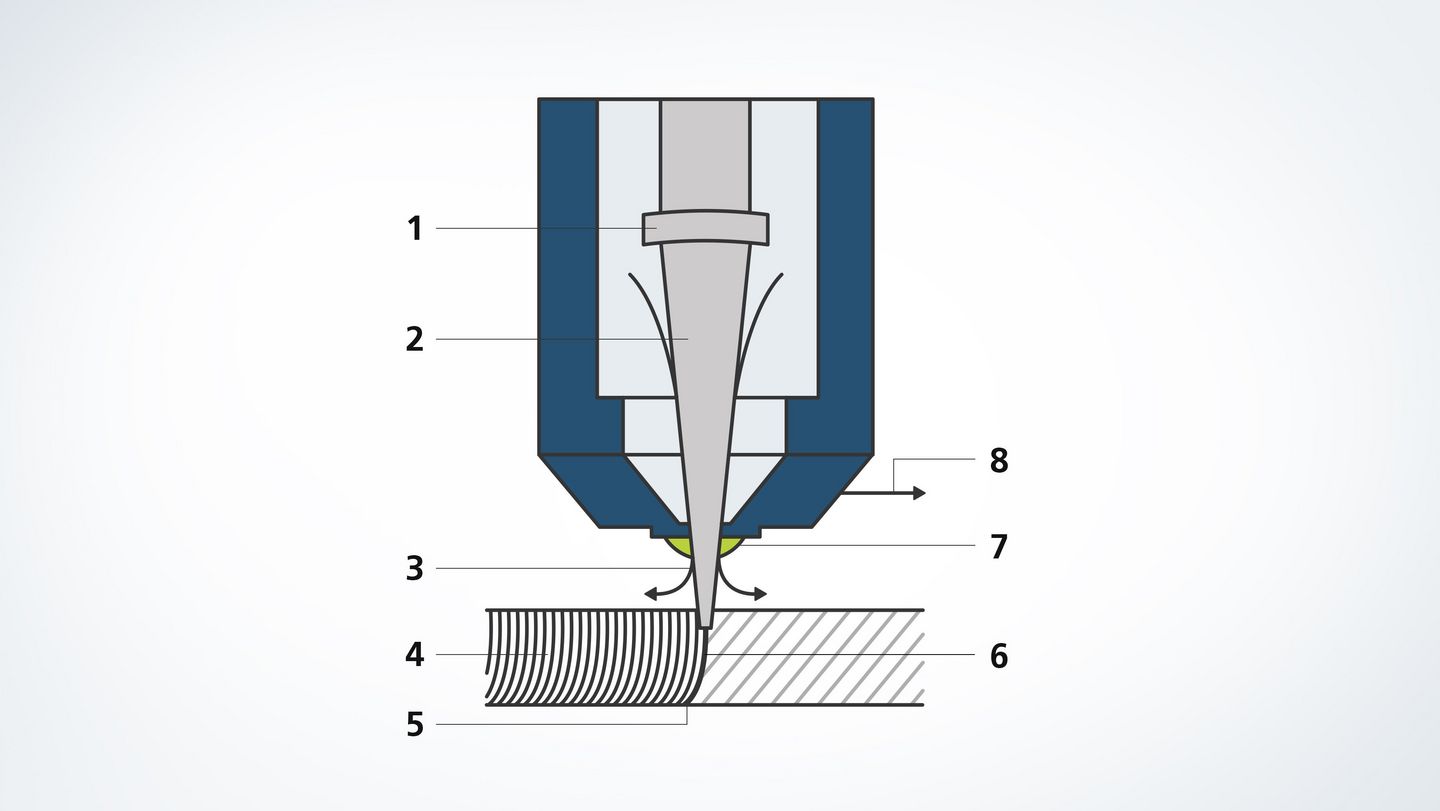
雷射切割是一種可用於切割不同材料厚度的金屬與非金屬材料的切割工藝。經過引導、成型與聚合的雷射束為此奠定基礎。其擊中工件後,對材料進行加熱以使其熔化或蒸發。全部雷射功率集中於直徑通常小於半毫米的一點。若在該位置輸入的熱量多於因熱傳導而流失的熱量,則雷射束將完全穿透材料——切割過程開始。在其他工藝中重型工具向板材施加巨大外力,而雷射束是無接觸地完成其工作。因此,工具本身不會磨損,工件上也不會產生變形或損壞。
經過聚焦的雷射束與工件之間的交互作用構成雷射切割的基礎。為了使該過程安全精確地進行,需要在雷射束之上與周圍使用大量元件和輔助工具,透過以下圖形對此說明。
當切割金屬與非金屬材料時,在很多情況下雷射器是首選通用工具。雷射束可以快速靈活地切割幾乎任何輪廓——無論造型多麼精細而複雜或材料多薄。不同切割氣體和壓力會影響加工過程和結果。
火焰切割使用氧氣作為切割氣體,並以最高6 bar的壓力將其吹入切縫。在此氧氣使金屬熔體燃燒和氧化。透過化學反應釋放的能量可輔助雷射束。火焰切割提供非常高的切割速度,可加工厚板材與結構鋼。
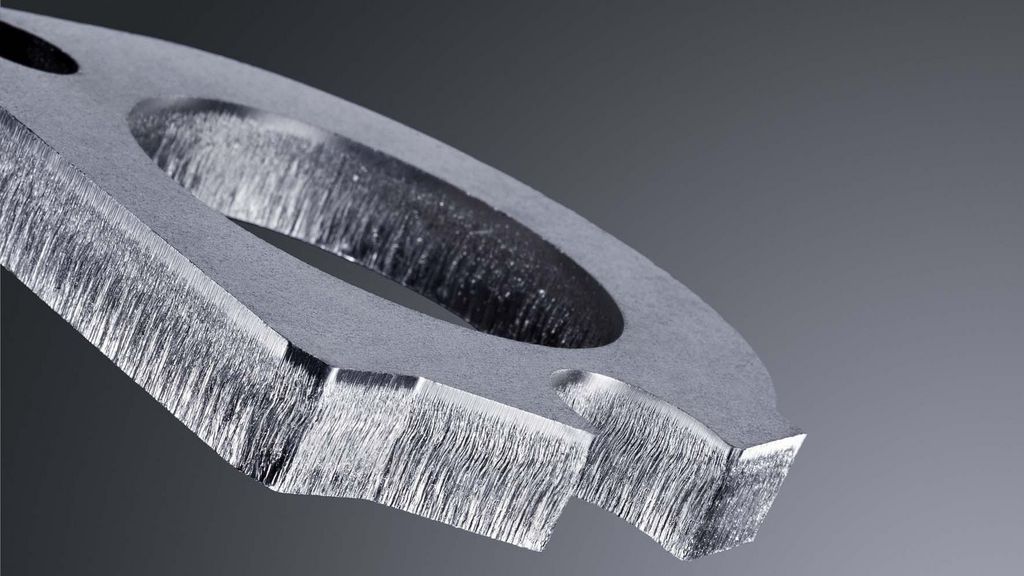
熔切使用氮氣或氬氣作為切割氣體。氣體以2至20 bar之間的壓力流過切縫,但不同於火焰切割,不與切縫內的金屬表面反應。該切割工藝的優點在於切割邊緣無毛刺或氧化,並且幾乎無需精加工。
昇華切割主要用於需要極高品質切割邊緣的精細切割任務。透過該工藝,雷射器使材料儘量低熔蒸發。材料蒸汽在切縫內產生高壓,高壓將熔體向上和向下甩出。過程氣體——氮氣、氬氣或氦氣——保護切割面免受環境影響,確保切割邊緣不被氧化。
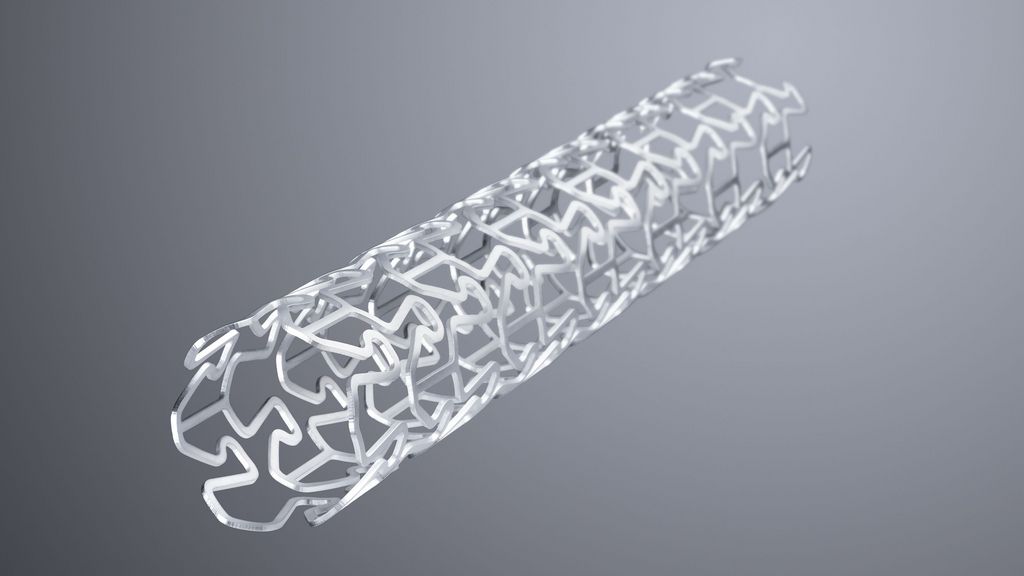
雷射束精密切割利用脈衝式雷射能量將單個鑽孔連接起來,使其50%至90%重疊並構成切縫。透過短脈衝波在工件表面產生非常高的脈衝峰值功率和極端功率密度。優點:部件受熱很少,由此實現無熱變形地切割極為精細的零件。
焦點位置會影響功率密度和工件上的切縫形狀。焦點直徑決定了縫寬以及切縫形狀。
為了超過加工閾值,即材料開始熔化的那點,需要一定的單位面積能量。以此對其定義:單位面積能量 = 功率密度 x 在工件上的作用時間。
選擇適當噴嘴對工件品質具有決定性意義。可透過噴嘴直徑決定氣體束的形狀以及氣體量。
CW 振蕩方式或脈衝波——可透過運行方式控制雷射能量是連續還是間斷到達工件。
根據具體切割任務和待加工材料確定切割速度。原則上:可用雷射功率越高,就能切割得越快。此外,切割速度隨材料厚度增加而降低。若速度針對相應材料設置得過高或過低,將導致粗糙度增加並形成毛刺。
幾乎所有CO2雷射器均提供線偏振的雷射光。切割輪廓時,切割結果隨切割方向不同而改變:若光平行於切割方向振動,則邊緣變得光滑。若光垂直於切割方向振動,則產生毛刺。因此,線偏振的雷射光通常被轉換為圓偏振光。偏振度表示在多大程度上實現所追求的圓偏振,其對於切割品質有決定性意義。固體雷射器無需改變偏振;其提供與方向無關的切割結果。
根據切割方法使用不同的過程氣體,其以不同壓力流過切縫。例如,氬氣和氮氣作為切割氣體的優點在於不與切縫內的熔化金屬反應。同時,其保護切割面免受環境影響。
結合高雷射功率,使用氮氣和氧氣的混合氣可以提高結構鋼和鋁制零件的品質。工件品質的提高取決於六至十二公厘厚度板材的材料品質、材料合金以及材料品種。