電弧焊(MIG/MAG焊接)的技術基礎
在電弧焊過程中,焊接所需的高溫由電流產生:將電壓施加到工件和焊絲(電極)上,從而在這兩個極之間產生電弧。如此在工件的接合處形成熔體。在MIG/MAG焊接中,焊絲不斷熔化並被送入。另外,還使用保護氣體防止焊縫氧化。因此,這種電弧焊工藝也被稱為熔化極氣體保護電弧焊。

電弧焊(也稱為手工電弧焊)是熔焊工藝之一,用於焊接金屬工件。在此焊接工藝中,由電源產生電弧。此過程中會產生大量熱量,從而熔化連接處的金屬。
TRUMPF為電弧焊,尤其是MIG焊接和MAG焊接,提供經TÜV測試且帶有CE的完整安全焊接單元。這些焊接單元不僅可以直觀地進行操作和程式設計,而且具有比手動焊接過程更高的效率。藉助內容全面的製程資料表(包括許多應用的焊接參數,例如材料、板材厚度和焊縫類型),機床操作員可以立即開始工作。

在電弧焊過程中,焊接所需的高溫由電流產生:將電壓施加到工件和焊絲(電極)上,從而在這兩個極之間產生電弧。如此在工件的接合處形成熔體。在MIG/MAG焊接中,焊絲不斷熔化並被送入。另外,還使用保護氣體防止焊縫氧化。因此,這種電弧焊工藝也被稱為熔化極氣體保護電弧焊。
與等離子焊接、TIG焊接、雷射焊接或電子束焊接等替代工藝相比,MIG焊接和MAG焊接為製造公司提供多種優勢。
例如,焊縫的間隙可以使用附加材料彌合,因此部件公差可以顯著高於例如雷射焊接。
透過適當的焊縫準備可以焊接厚度高達30 mm的厚板材。
附加材料(例如角焊縫中的A尺寸)可以確保強度。
電弧焊是一種十分常見的工藝,因此也有許多標準和指南提供支援。
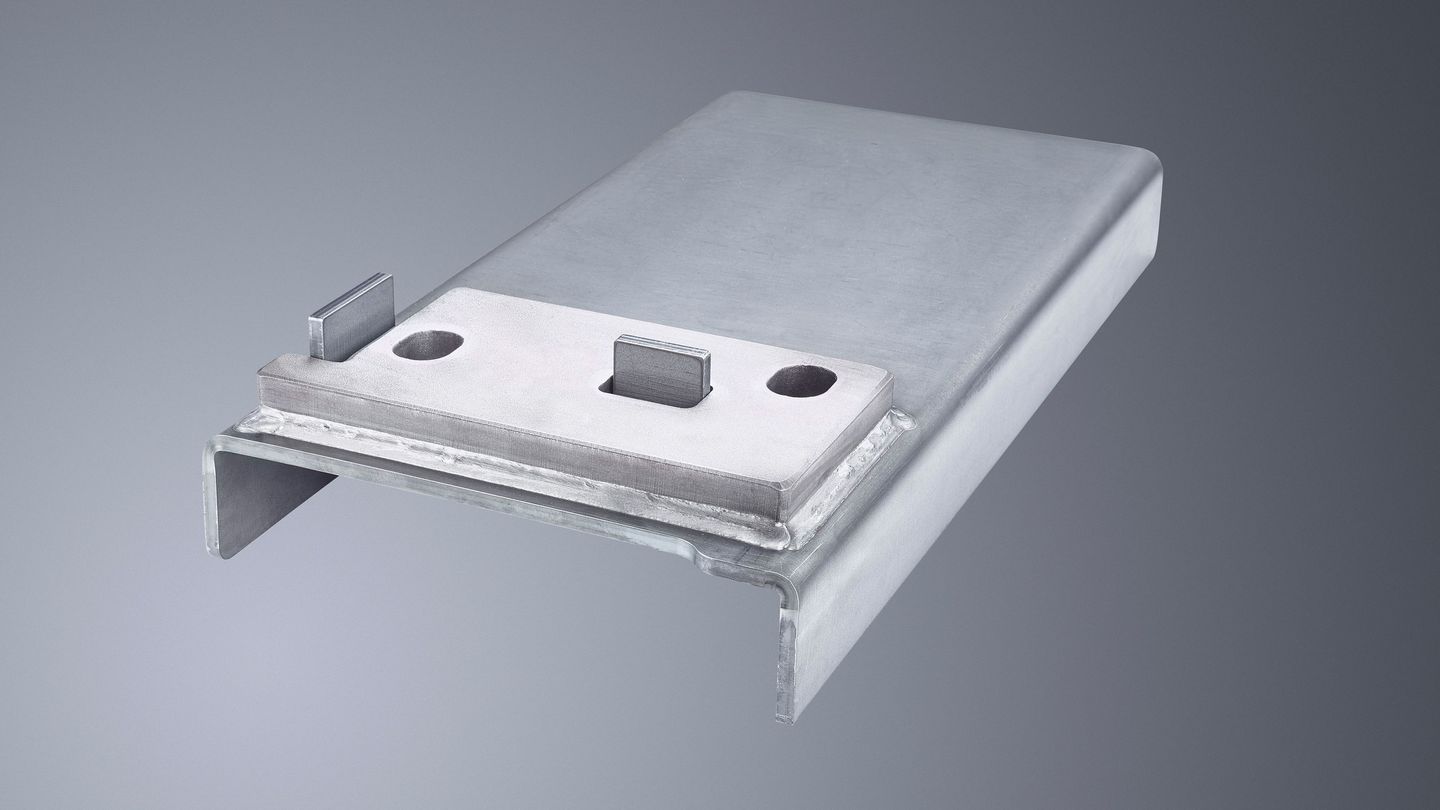
由結構鋼製成的托架,25 mm平板在帶有5條焊縫的8 mm彎曲板材上。從1件起,便可比手動焊接快21%(包括程式設計)地自動化焊接該部件。

由6 mm結構鋼製成的運輸固定裝置。在件數為8的情況下,與手動焊接相比,自動化焊接該部件可節約63%。

由3 mm鉻鎳鋼製成的配電箱。Fronius的CMT焊接過程僅將極少的熱量引入部件。焊縫以其均勻的表面塗層可滿足高視覺要求。

該樣件展示焊接的不銹鋼,厚度為1mm,角接頭。

該樣件展示焊接的結構鋼,厚度為8mm,T形接頭。