在透過透射焊接工藝進行的塑膠雷射焊接中,兩種熱塑性塑膠彼此連接:透明的連接配對物被雷射照射,吸收性連接配對物被加熱。吸收性塑膠熔化透明的連接區域。必須使用合適的夾具將連接配對物壓在一起,以進行充分的熱量傳遞。這時,間隙應盡可能小於150 μm。為確保持久連接,熔化的塑膠必須完全固化。因此,即使在實際的焊接過程之後,該夾具也會將兩個連接配對物彼此擠壓一定的停留時間。

利用雷射器的塑膠焊接
高品質、可重複且完全無溶劑——基於雷射的塑膠連接具有諸多優點,並可替代眾多行業中的傳統工藝, 譬如膠合、超音波或振動焊接。使用雷射連接時,也可以任意調整焊縫以適應新的部件幾何形狀。由於熱量輸入在局部受到嚴格限制,譬如敏感的電子元件可受到有效保護。通常情況下塑膠的雷射焊接分為四種類型:輪廓焊接、準同時焊接、同時焊接和掩模焊接。塑膠焊接通常使用高達約300瓦的雷射功率。
品質卓越且可重複
焊縫保持始終如一的高品質。在此產生的接縫具有與基材的強度相對應的強度。
可靈活使用
焊縫可以任意調整以適應各種部件幾何形狀。
無殘留物
相較於膠合或振動和超音波焊接,進行雷射焊接時不會產生膠粘劑殘留物或塑膠片。
溫和
熱量輸入受到局部限制,可保護敏感電子裝置。
低噪音和低磨損
用雷射進行塑膠焊接不僅對材料溫和,而且對環境也溫和。
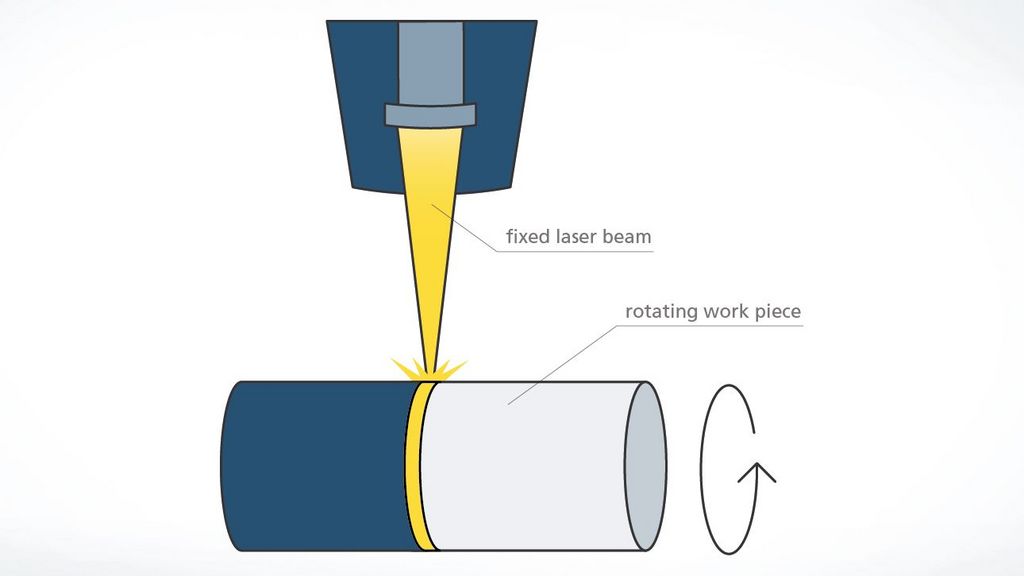
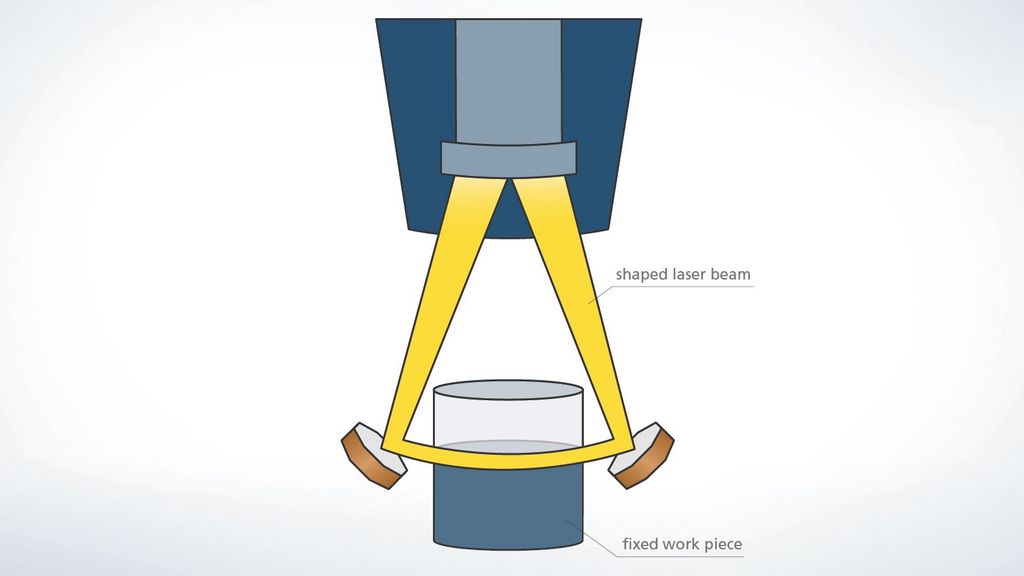
利用雷射的塑膠焊接如何運作?


三種雷射透射焊接工藝對比

利用雷射的塑膠焊接的典型應用領域


用於利用雷射進行塑膠焊接的TRUMPF產品
TRUMPF提供塑膠焊接的全套解決方案:可以獲得雷射器、配有感測系統的聚焦雷射頭和雷射加工機床(根據需要也可以配備工裝夾具),不僅全面而且與您的具體應用完美匹配。







連絡人

宣传单:利用雷射的塑胶焊接
pdf -
274 KB