使用固體雷射器進行結構化和蝕刻,這曾一度是聞所未聞的。直到「微加工」這一關鍵字得到廣為流傳,此項工藝才愈發成為關注的焦點。採用雷射結構化與雷射蝕刻時可加工小型甚至極小尺寸的工件。
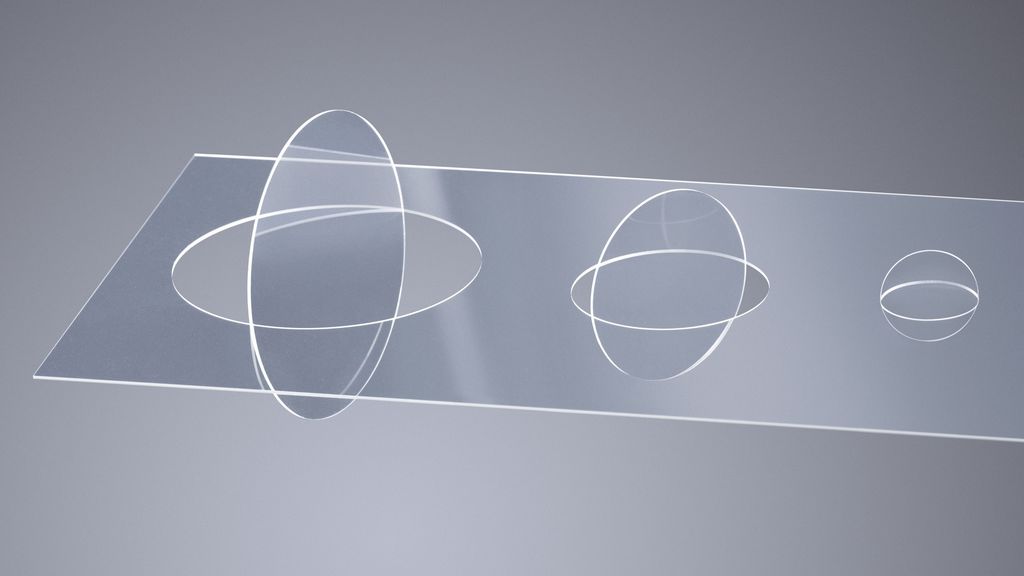
結構化與蝕刻在工藝技術方面密切相關:短雷射脈衝以極高的脈衝功率產生高能量密度,從而使大部分材料直接蒸發(昇華)。此工序僅產生少量的金屬熔融物。每一雷射脈衝生成一道小凹口。經測量,凹口直徑通常為幾十微米,而深度也僅有幾微米。
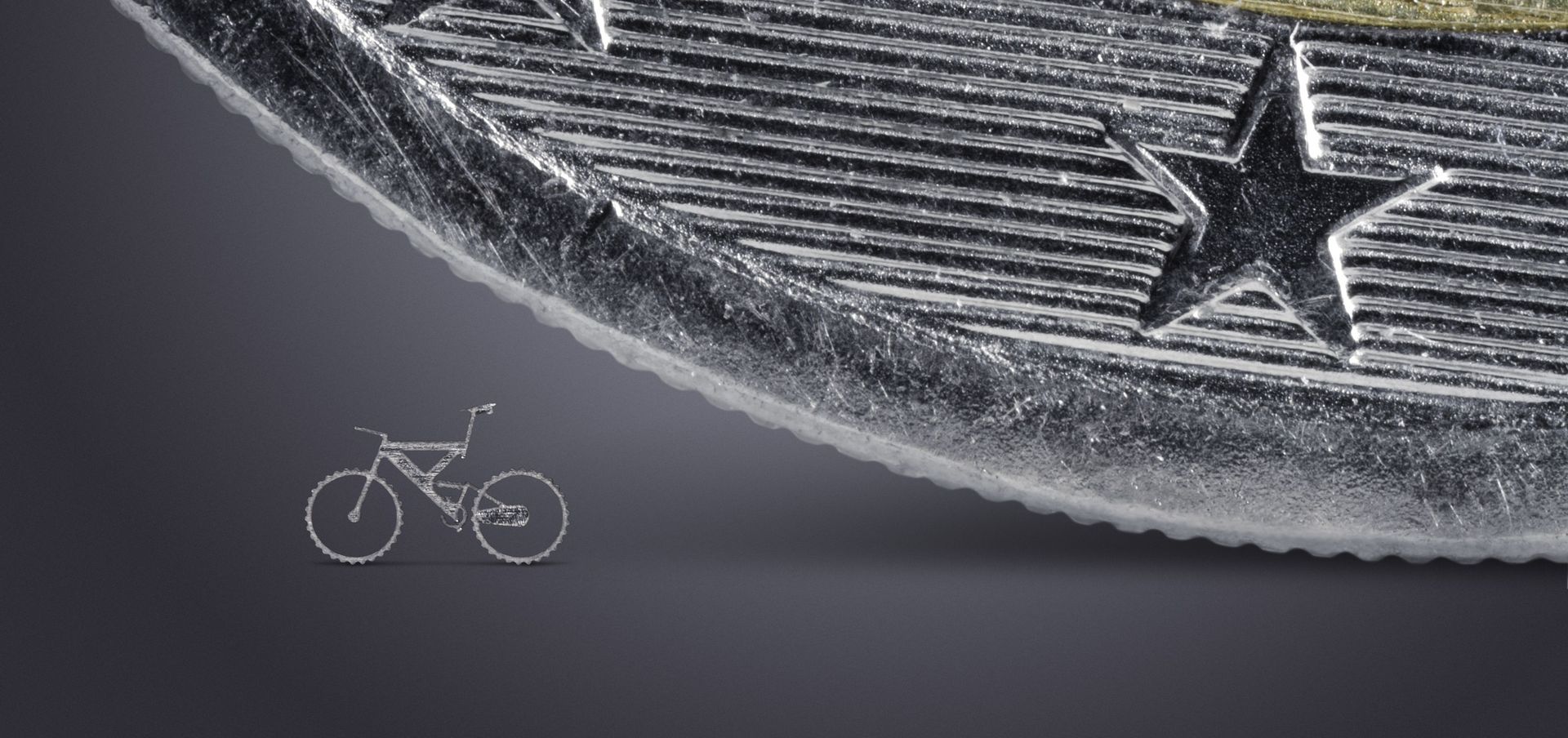
使用固體雷射器進行結構化和蝕刻,這曾一度是聞所未聞的。直到「微加工」這一關鍵字得到廣為流傳,此項工藝才愈發成為關注的焦點。採用雷射結構化與雷射蝕刻時可加工小型甚至極小尺寸的工件。
結構化與蝕刻在工藝技術方面密切相關:短雷射脈衝以極高的脈衝功率產生高能量密度,從而使大部分材料直接蒸發(昇華)。此工序僅產生少量的金屬熔融物。每一雷射脈衝生成一道小凹口。經測量,凹口直徑通常為幾十微米,而深度也僅有幾微米。
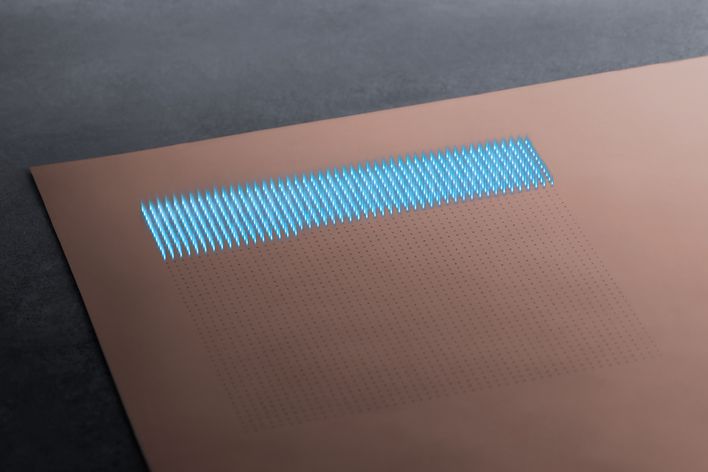
結構化
結構化是指在表面上形成均勻分佈的幾何形,其技術特性可有針對性地得到改變。此類結構的各個元素尺寸通常僅為幾微米。

雷射蝕刻
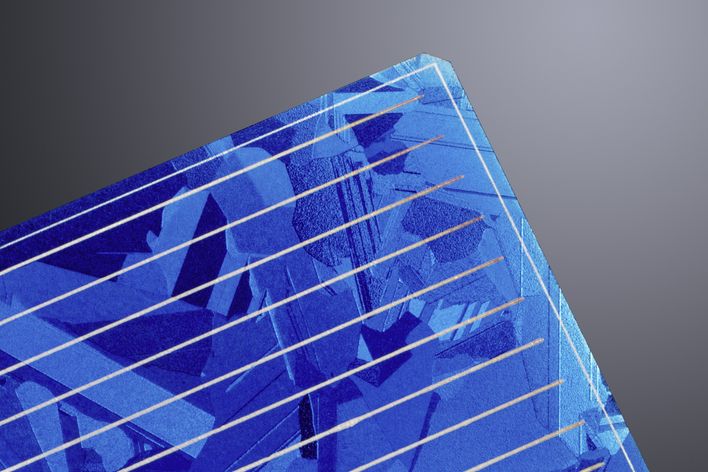
蝕刻多用於工具與模具製造以及電子與半導體技術。雷射可在如注塑模具中製造精細的三維凹口,隨後在合成材料零件的注塑過程中成型。此外,雷射還可選擇性蝕刻薄膜,例如用於微調電阻或標刻。
鑽孔
衝擊鑽孔、套料鑽孔和螺旋鑽孔的區別:衝擊鑽孔時,雷射的焦點位置保持不變。如果通過多個雷射脈衝鑽出起始孔,隨後雷射焦點在鑽孔上環形移動以便將其外拓,則稱為套料鑽孔。螺旋鑽孔中,多個雷射脈衝均以環形(類似螺旋式樓梯)深入推進作業。