







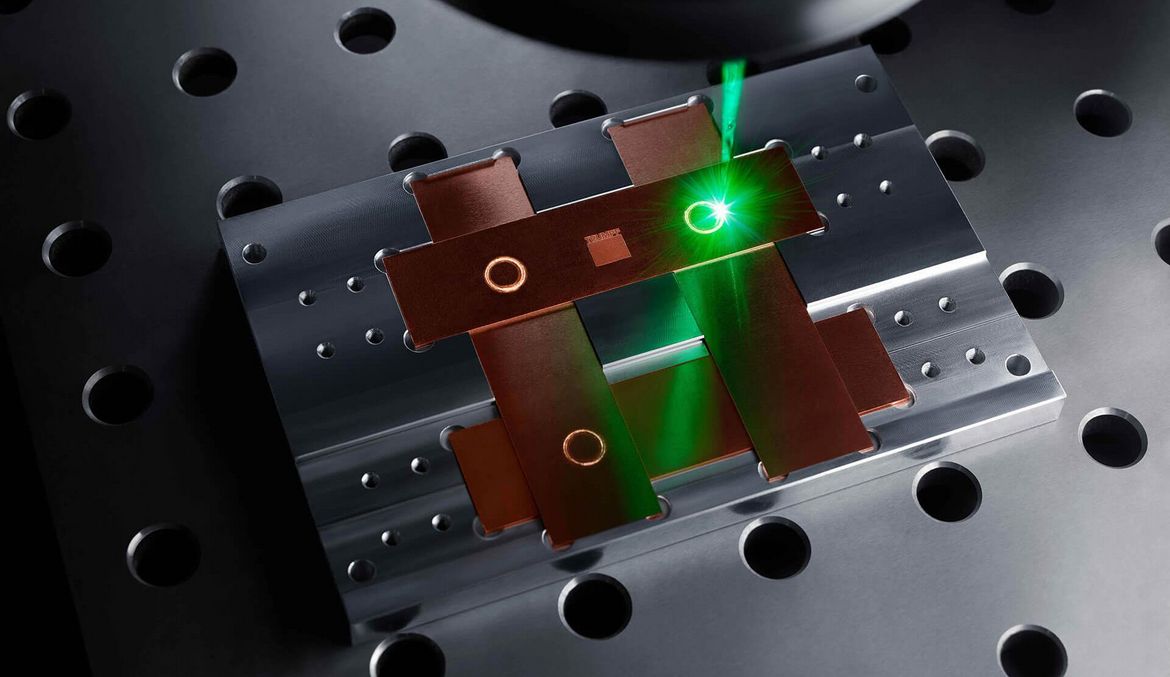
用於銅焊的綠色雷射光
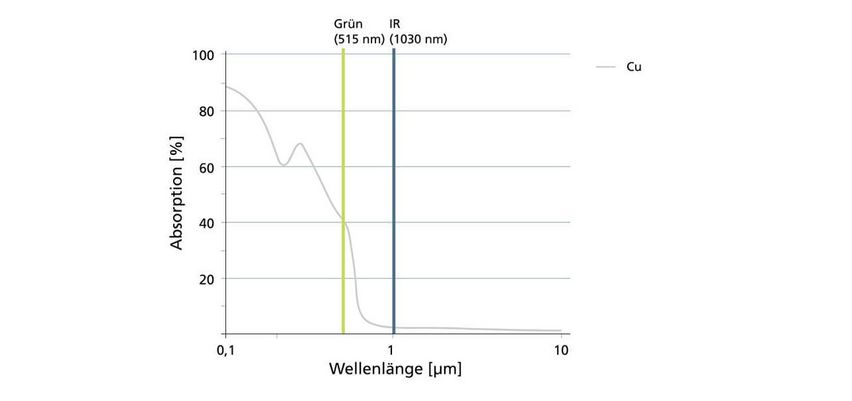
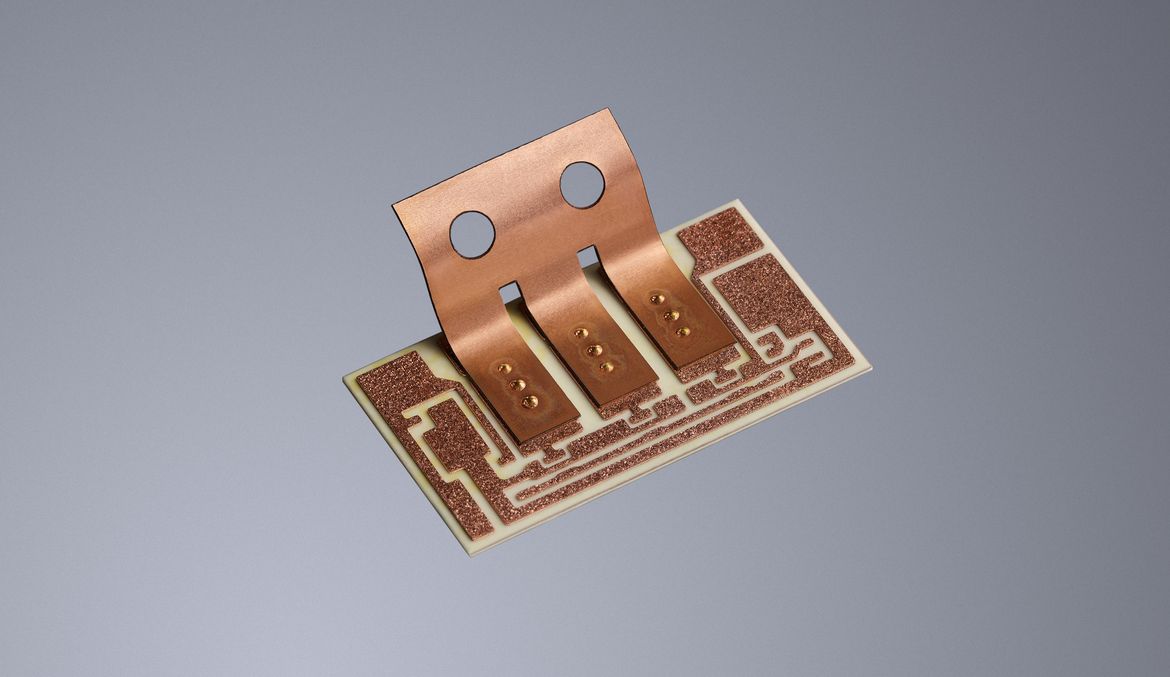
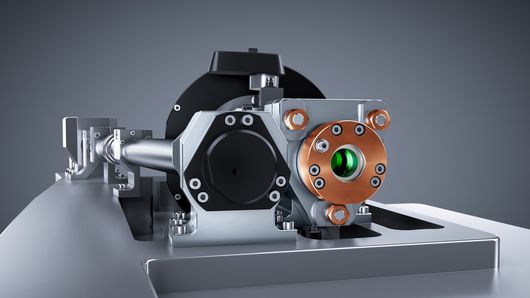
利用綠光波長能夠高效、優質且高重複性地焊接銅和其他高反射材料——同時不受材料表面品質影響。在最大限度上減少形成的飛濺物。同時受益於最高可重複性。無論是點焊還是線焊——綠色雷射光確保導熱焊接和深熔焊的工藝可靠性以實現一貫的焊接熔深。在TURMPF,您還會得享最佳完整套裝的優勢,它基於成熟的TruDisk碟片式雷射器工藝,包含多個雷射光纜輸出光路、雷射加工頭和智慧感應系統。
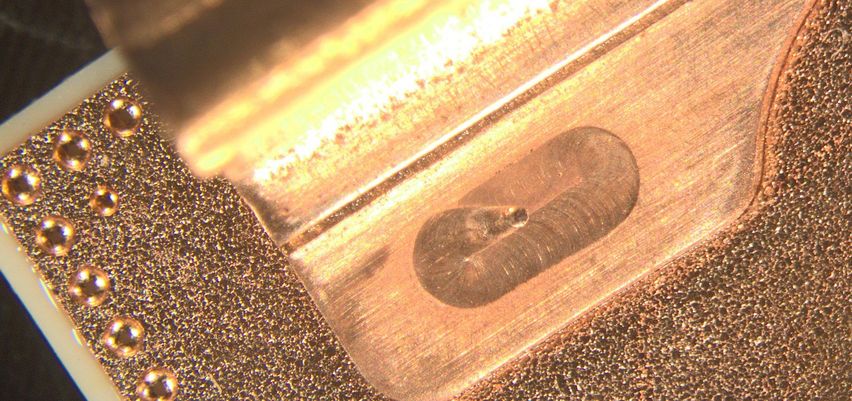
極高品質
綠光雷射器為飛濺物極少的優質銅焊奠定基礎。
適合各種表面品質
無論是經過拋光、氧化還是打磨的銅表面,綠色雷射光始終提供出色結果。
全面的靈活性——連續波或脈衝式
即使採用綠色雷射光,您仍可根據自身需求選擇最優的脈衝式雷射器或連續波雷射器。
最佳可重複性
您將受益於穩定的導熱焊接和深熔焊以實現一貫的焊接熔深。
耐用且可靠
我們的TruDisk紅外雷射器具有耐用與堅固的特點。對於採用綠光波長的TruDisk雷射器,您也可以給予100%的信賴。
熱量輸入極少
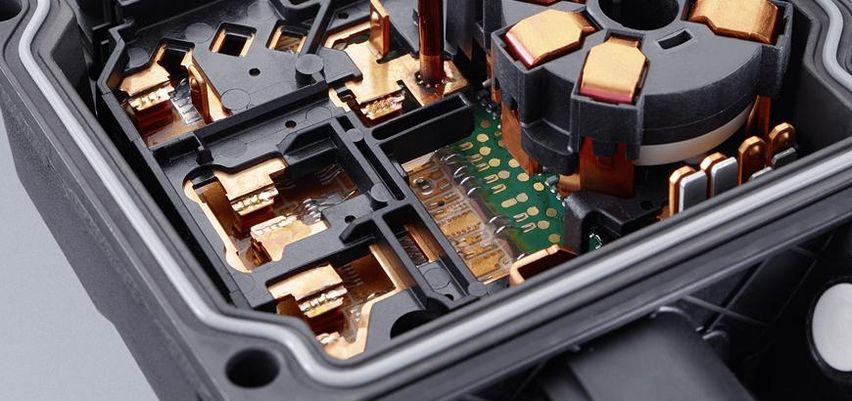
由於銅的熱量輸入很少,您將受益於極小的部件變形,避免周圍的塑膠部件形變。






















視國家而定,此產品分類與此説明 可能存在偏差。保留技術、裝備、價格與配件範圍方面的更改權利。 請與當地聯絡人取得聯繫,以便瞭解 您所在國家是否提供該產品。
- 工件上的雷射功率可能因加工頭配置而偏離標稱功率。

連絡人
