

利用可见波长焊接
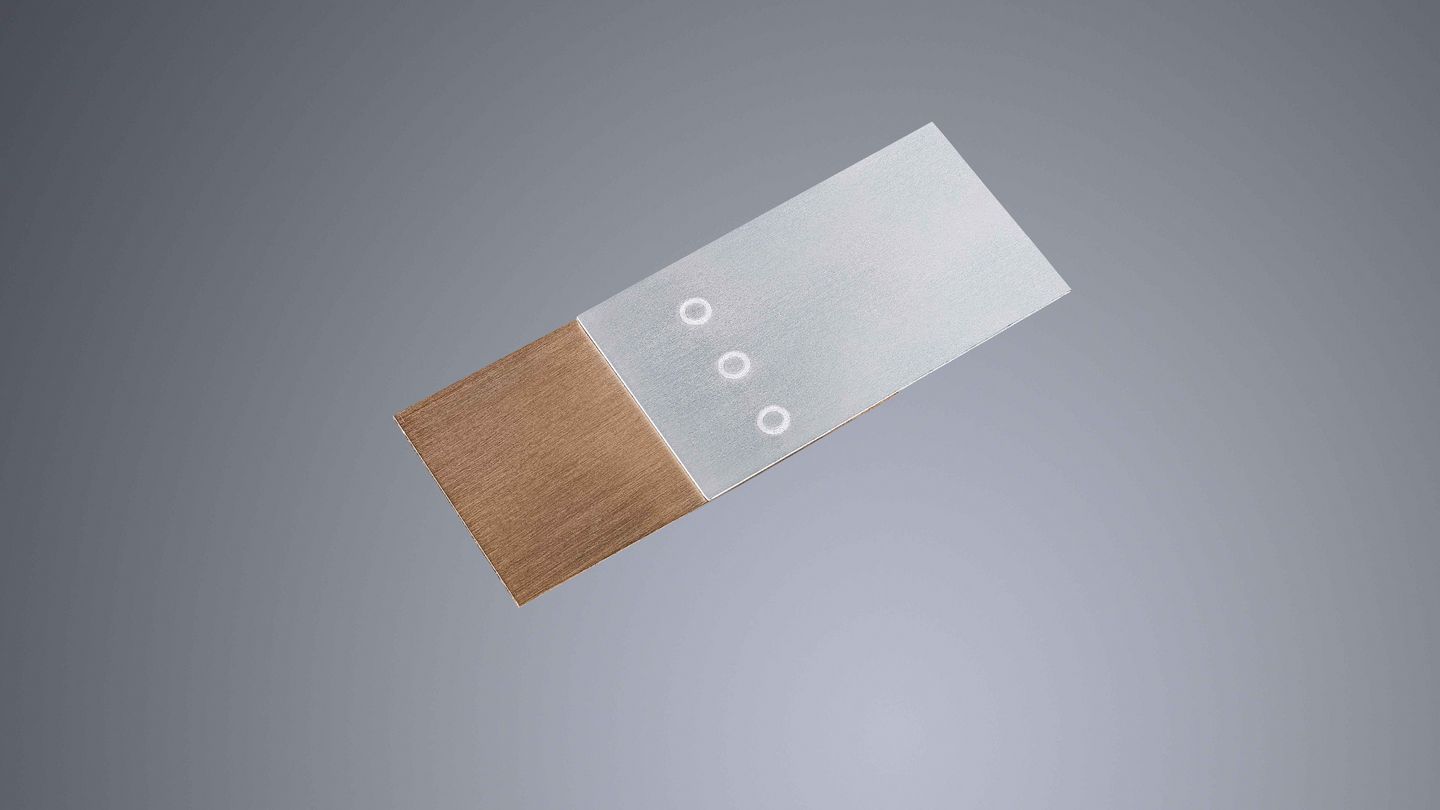
使用绿光波长进行铜焊时,用户可获益于更高的激光束吸收率和更高的流程效率。因此,绿光激光器可在热传导焊接领域充分发挥优势。得益于特殊的钥匙孔形状,即使在深熔焊中也仅产生很少的飞溅物。无论材料表面特性如何(经过抛光、拉丝、氧化或蚀刻),利用绿光激光辐射可以始终工艺可靠且质量如一地产生铜焊缝。

铜制部件在众多行业中发挥着关键作用:无论是电动汽车、电子设备还是珠宝和钟表行业 - 高反光材料的焊接都面临两个核心挑战:形成具备稳定高焊缝质量的焊缝和产生较少的飞溅物。这正是激光器的用武之地。由于采用非接触式工具,可实现绝对可重复且具备高电导率的高强度连接。另外,相比 WIG 焊接,不需要使部件变得更重的附加材料。
相比 WIG 焊接、螺旋焊接或软焊,激光焊接无需附加材料即可产生均匀的焊缝。
凭借优化的熔池动态性能,激光铜焊可抑制毛孔形成。 飞溅物将有效减少。
无论材料表面特性如何,绿光激光器均可提供具有稳定 高质量的焊缝。
铜铝化合物焊接可将材料混合(金属间相)降至很低程度,从而实现高机械稳定性和电导率。
激光器是一种无磨损的无接触工具。部件不会脏污也不会损坏。

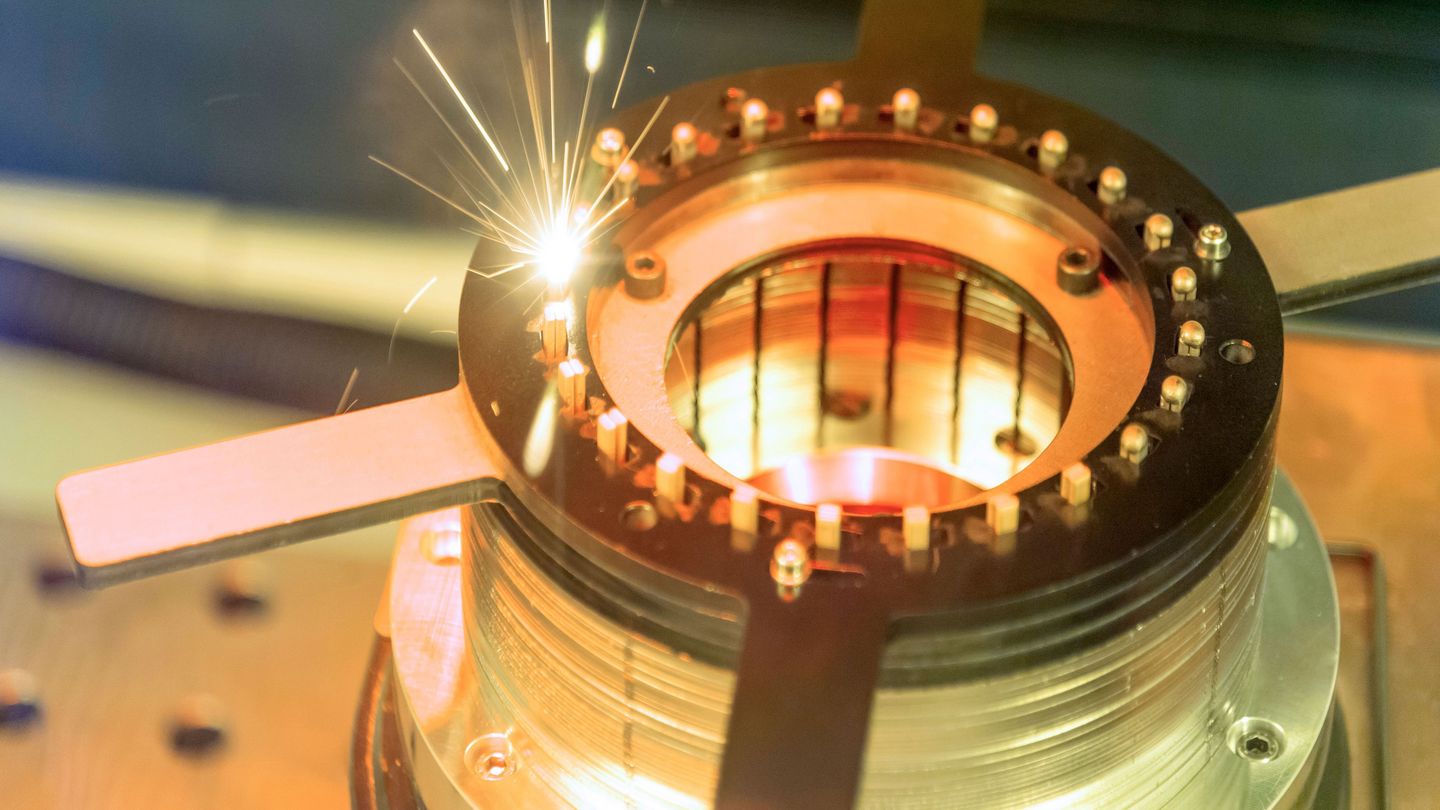
由于外壳越发精巧、所要求的电子组件性能越来越高,因此对铜组件的接合工艺要求也不断提升。被动脉冲式绿光激光器以高重复精度焊接这些材料,而且几乎不会产生飞溅物——不受表面特性影响。
激光器是用于敏感电池模块的理想之选,因为其非接触式运行且产生能量少。材料无需承受机械负荷。局部限定的微量散热确保高精度、无变形的焊缝。

利用通快激光器,客户可轻松精准无误地焊接铜制和铝制的电池连接片和电池外壳,接缝精准无误。因此,可将越发袖珍和高性能的电池模块集成至电池模组。全面的传感器系统监控焊缝质量并确保焊接深度准确。
在发卡焊接中,短脉冲激光器可烧蚀绝缘漆层而不损坏下方铜线。得益于激光焊接工艺的高度可重复性,用户可获得精确且始终如一、导电性良好的高强度连接——大批量制造亦然!



