采用透射焊接工艺进行塑料激光焊接时,将两种类型的热塑性塑料彼此连接:透明的连接配对物被激光照射,吸收性连接配对物被加热。吸收性塑料熔化透明连接区域。必须使用合适的工装夹具将连接配对物彼此挤压,以便进行充分的热量传输。间隙应尽可能小于 150 μm。为实现持久连接,熔化的塑料必须完全固化。因此,即使在实际的焊接过程之后,工装夹具也会将两个连接配对物压彼此挤压一定的停留时间。

使用激光进行塑料焊接
高质量、可重复且完全无溶剂——基于激光的塑料连接具有大量优点,并可取代众多行业中的传统工艺;,例如胶合、超声波或振动焊接。此外,使用激光连接时,也可以根据新的部件几何形状任意调整焊缝。由于热量进入在局部受到强烈限制,譬如敏感电子元件可获得有效保护。通常可将塑料激光焊接的四种类型分为:轮廓焊接、准同时焊接、同时焊接和掩模焊接。进行塑料焊接时,通常使用高达约 300 瓦的激光功率。
高质量和可重复
焊缝具有始终如一的高质量。产生的接缝具有与基材的强度相对应的强度。
可灵活使用
可根据各种部件几何形状任意调整焊缝。
无残留物
与胶合、振动和超声波焊接相比,在激光焊接过程中没有粘合剂残留物或塑料絮片。
温和
热量进入受到局部限制,可保护敏感的电子装置。
无噪声和无磨损
用激光进行塑料焊接不仅对材料温和,而且对环境也温和。
激光塑料焊接如何工作?


材料配对矩阵中显示各种材料的可焊性。同类塑料在用激光焊接后具有高水平连接稳定性。如果塑料包含高比例的玻璃纤维,则容易产生易碎的焊缝。因此,建议玻璃纤维含量不超过 40%。具有玻璃纤维的激光透明材料的厚度不应超过 2 mm。
由于诸多可焊接的热塑性塑料仅吸收固体激光器激光辐射的一小部分,因此添加了炭黑等添加剂。由此可通过激光辐射熔化和焊接热塑性塑料。此外,为确保焊接过程的可重复性,合适的模具座还必须可重复地定位部件。通过将部件压向靠近轮廓的夹紧掩模或专用玻璃来建立连接力。玻璃必须在高机械稳定性下让激光束穿透。
三种激光透射焊接工艺的比较

激光塑料焊接的典型应用领域

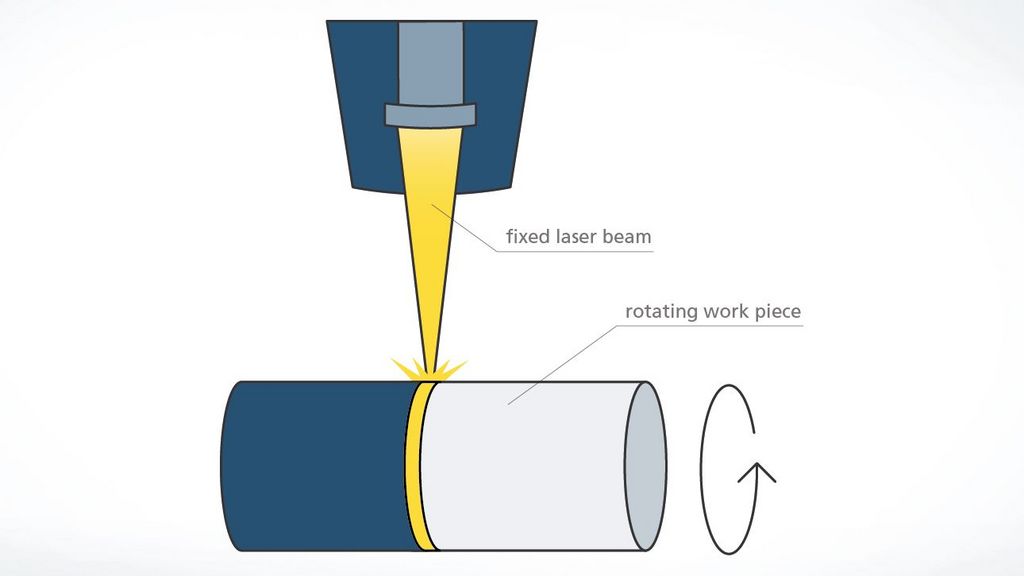
在轮廓焊接中,旋转对称的部件在位置固定的激光束下旋转。采用这种方式可以例如焊接油箱盖。

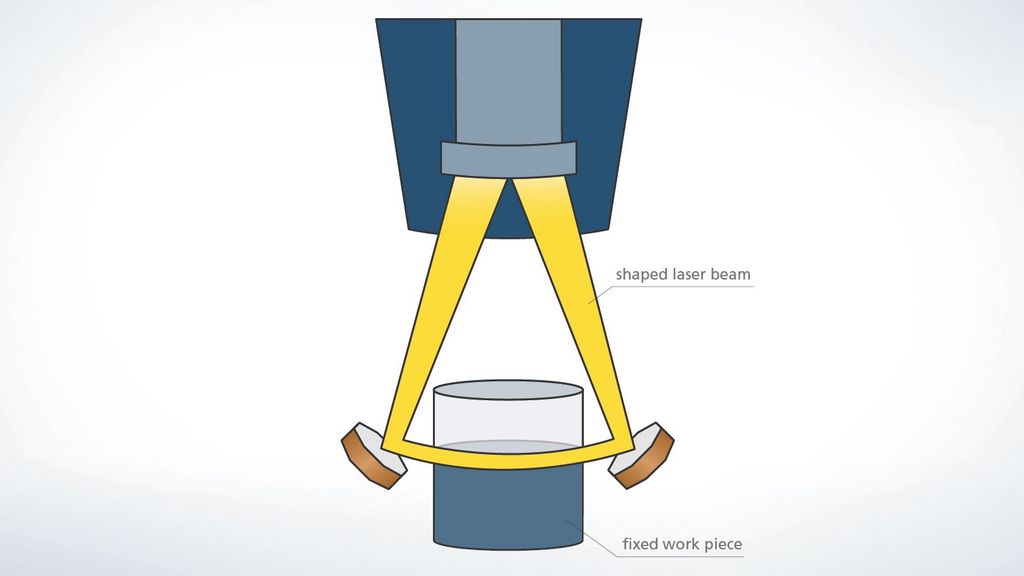
在准同时焊接时,通过扫描振镜以很快的顺序扫描轮廓。因此,可几乎同时加热沿着轮廓的每个点。
通快激光塑料焊接产品
通快为您提供塑料焊接的全套解决方案:您可以获得激光器、配有传感系统的聚焦镜头和激光加工机床(根据您的愿望也可以配备工装夹具),不仅全面,而且与您的特定应用精准匹配。







联系方式
