电弧焊(MIG/MAG 焊接)的技术基础
在电弧焊过程中,焊接所需的高温由电流产生:将电压施加到工件和焊丝(电极)上,从而在这两个极之间产生电弧。如此在工件的接合处形成金属熔融物。在 MIG/MAG 焊接中,焊丝不断熔化并被送入。另外,还使用保护气体防止焊缝氧化。因此,这种电弧焊工艺也被称为熔化极气体保护电弧焊。

电弧焊(也称为手工电弧焊)是熔焊工艺之一,用于焊接金属工件。在此焊接工艺中,由电源产生电弧。此过程中会产生大量热量,从而熔化连接处的金属。
通快为电弧焊,尤其是 MIG 焊接和 MAG 焊接,提供经 TÜV 测试且带有 CE 的完整安全焊接单元。这些焊接单元不仅可以直观地进行操作和编程,而且具有比手动焊接过程更高的效率。借助内容全面的工艺数据表(包括许多应用的焊接参数,例如材料、板材厚度和焊缝类型),机床操作人员可以立即开始工作。

在电弧焊过程中,焊接所需的高温由电流产生:将电压施加到工件和焊丝(电极)上,从而在这两个极之间产生电弧。如此在工件的接合处形成金属熔融物。在 MIG/MAG 焊接中,焊丝不断熔化并被送入。另外,还使用保护气体防止焊缝氧化。因此,这种电弧焊工艺也被称为熔化极气体保护电弧焊。
MIG 和 MAG 焊接工艺中使用的气体不同:MIG 焊接(金属惰性气体焊接)中使用氩气或氦气等惰性气体作为保护气体。MAG 焊接(金属活性气体焊接)中会添加 CO2 或 O2 等活性气体。不锈钢和铝材通常采用 MIG 焊接,结构钢则采用 MAG 焊接。
与等离子焊接、TIG 焊接、激光焊接或电子束焊接等替代工艺相比,MIG 焊接和 MAG 焊接为制造公司提供多种优势。
例如,焊缝的间隙可以使用附加材料弥合,因此部件公差可以显著高于例如激光焊接。
通过适当的焊缝准备可以焊接厚度高达 30 mm 的厚板材。
附加材料(例如角焊缝中的 A 尺寸)可以确保强度。
电弧焊是一种十分常见的工艺,因此也有许多标准和指南提供支持。
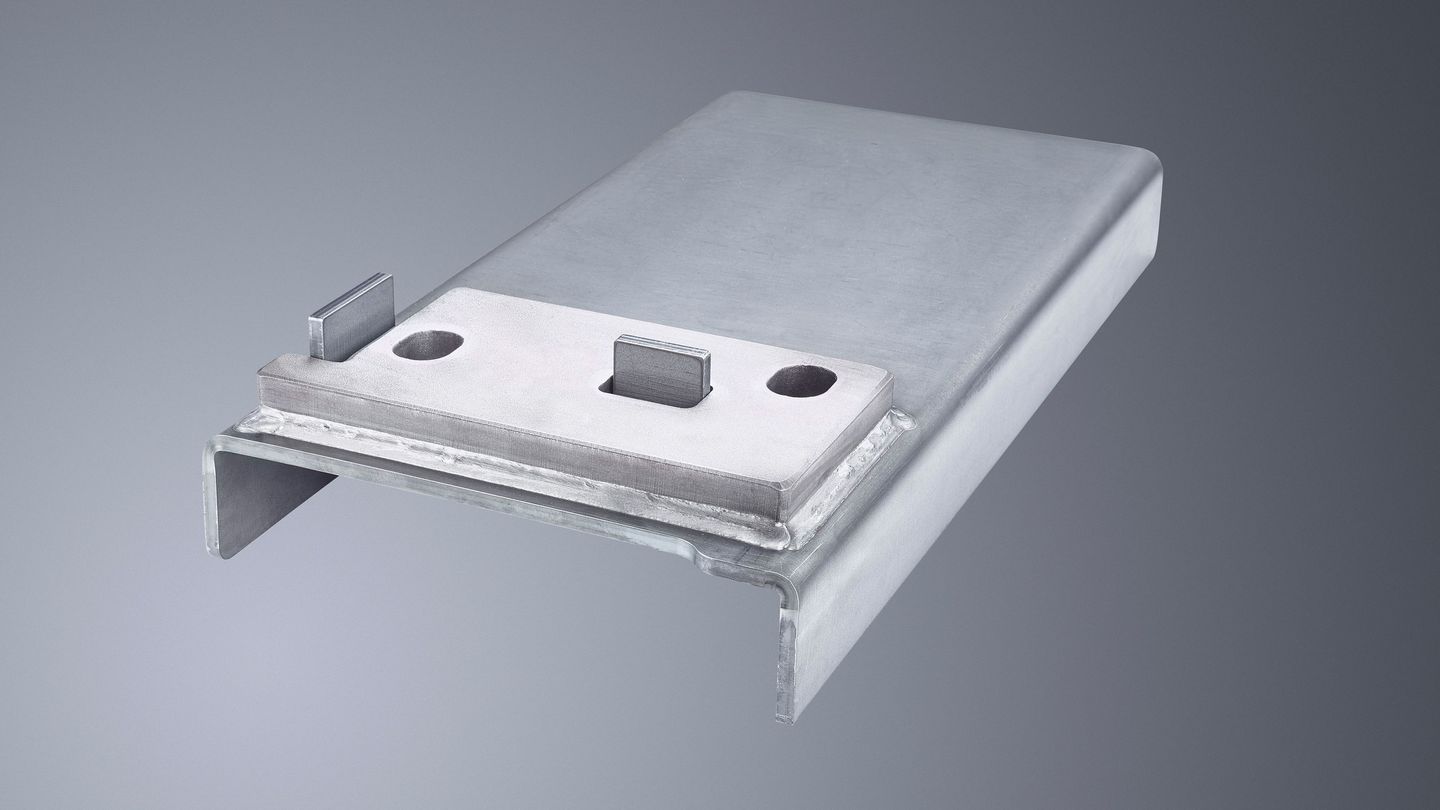
由结构钢制成的托架,25 mm 平板在带有 5 条焊缝的 8 mm 弯曲板材上。从 1 件起,便可比手动焊接快 21%(包括编程)地自动化焊接该部件。

由 6 mm 结构钢制成的搬运固定装置。在件数为 8 的情况下,与手动焊接相比,自动化焊接该部件可以节约 63%。

由 3 mm 铬镍钢制成的配电箱。Fronius 的 CMT 焊接过程仅将极少的热量引入部件。焊缝以其均匀的表面涂层可满足高视觉要求。

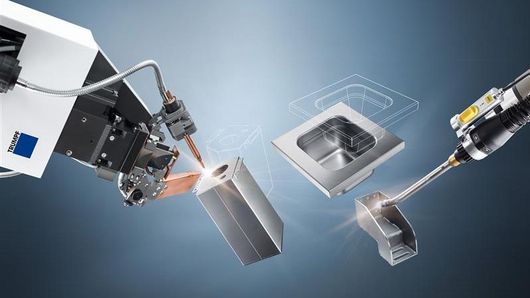
该样件展示焊接的不锈钢,厚度为 1mm,角接头。

该样件展示焊接的结构钢,厚度为 8mm,T 形接头。
视频展示 TruArc Weld 1000 连接由结构钢制成的复杂管材结构 (MAG)。
即使是体积庞大的部件也可以在焊接单元中轻松焊接。
结合 CMT 焊接工艺程序包,TruArc Weld 1000 可确保在加工薄材料时具有更高的加工可靠性和更少的焊接飞溅物。