Khi khoan Laser, các Laser xung ngắn với mật độ năng lượng cao mang tới năng lượng cực ngắn trên phôi. Qua đó làm tan chảy và bay hơi vật liệu. Năng lượng xung càng lớn, vật liệu nóng chảy và bay hơi càng nhiều. Trong quá trình bay hơi, khối lượng vật liệu tăng đột ngột trong lỗ khoan và tạo ra áp suất cao. Áp suất hơi đẩy vật liệu tan chảy ra khỏi lỗ khoan. Một tính năng đặc biệt là xử lý Laser với Laser xung cực ngắn trong phạm vi pi cô giây. Qua đó, vật liệu bay hơi trực tiếp từ trạng thái rắn mà không tan chảy thông qua trạng thái thăng hoa - các cấu kiện không bị nóng. &Theo thời gian có rất nhiều các phương pháp khoan phát triển từ nguyên lý cơ bản.
Công nghệ khoan
Trong công nghệ khoan Laser, tia Laser tạo thành các lỗ rất nhỏ đến to trên các loại vật liệu khác nhau.

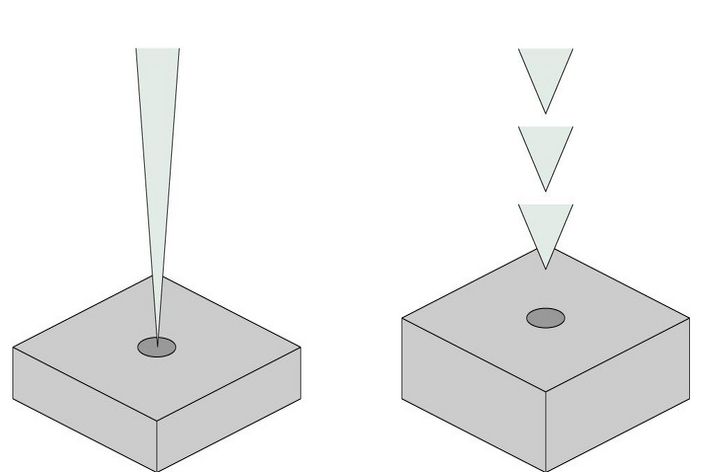
Khoan xung đơn và khoan đập
Trong trường hợp đơn giản nhất, một xung laser đơn với năng lượng xung cao tương ứng sẽ tạo ra lỗ khoan. Bằng cách này, có thể tạo ra nhiều lỗ cực nhanh. Trong công nghệ khoan đập, lỗ khoan được hình thành bởi nhiều xung laser với thời gian xung và năng lượng xung ngắn. Phương pháp khoan này tạo ra các lỗ khoan sâu và chính xác như khoan xung đơn. Khoan đập cho phép tạo ra lỗ khoan với đường kính nhỏ.
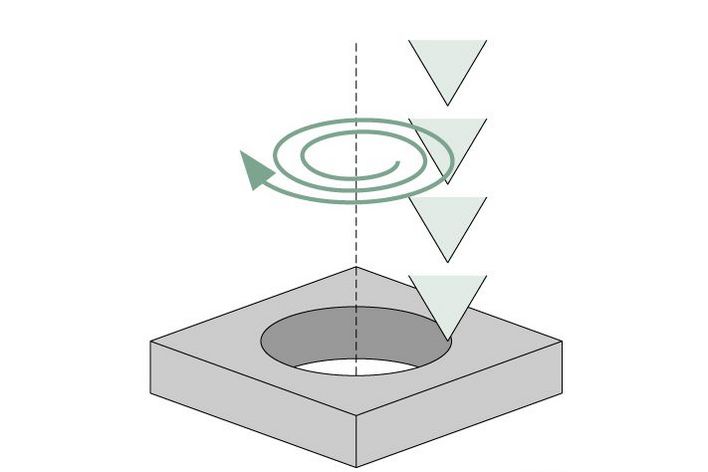
Khoan rút lõi
Trong công nghệ rút lõi, các lỗ khoan được tạo thành thông qua các xung Laser. Đầu tiên, tia Laser khoan một lỗ đầu theo khoan đập. Cuối cùng, mở rộng lỗ đầu bằng cách cắt theo đường tròn để đạt kích thước. Phần lớn vật liệu nóng chảy sẽ được đẩy khỏi lỗ khoan xuống dưới.
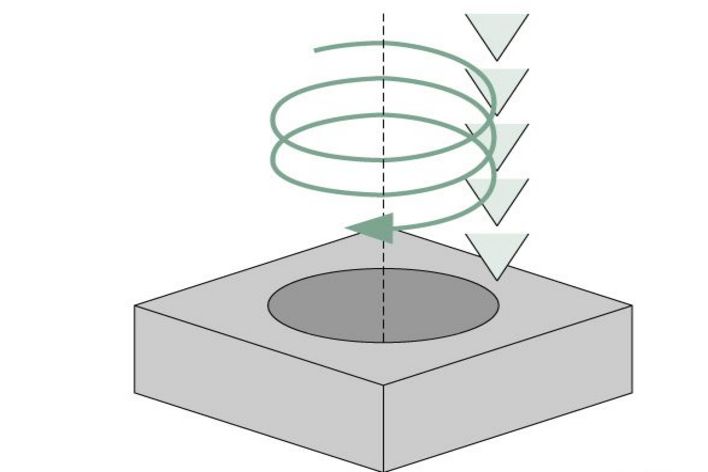
Khoan xoắn
Khác với công nghệ khoan rút lõi, khoan xoắn không cần tạo ra lỗ đầu. Tia Laser đi thẳng vào vật liệu theo đường vòng tròn ngay từ xung đầu. Qua đó đẩy nhiều vật liệu lên trên. Với hình thang xoắn ốc, tia Laser hoạt động theo chiều sâu. Trong đó, trọng tâm luôn được điều hướng để nằm ở đáy lỗ khoan. Khi tia Laser xuyên qua vật liệu, nó có thể đi thêm vài vòng nữa. Nó dùng để mở rộng mặt dưới lỗ khoan và làm mịn các cạnh. Khoan xoắn tạo ra các lỗ khoan rất lớn và sâu.
Liên hệ