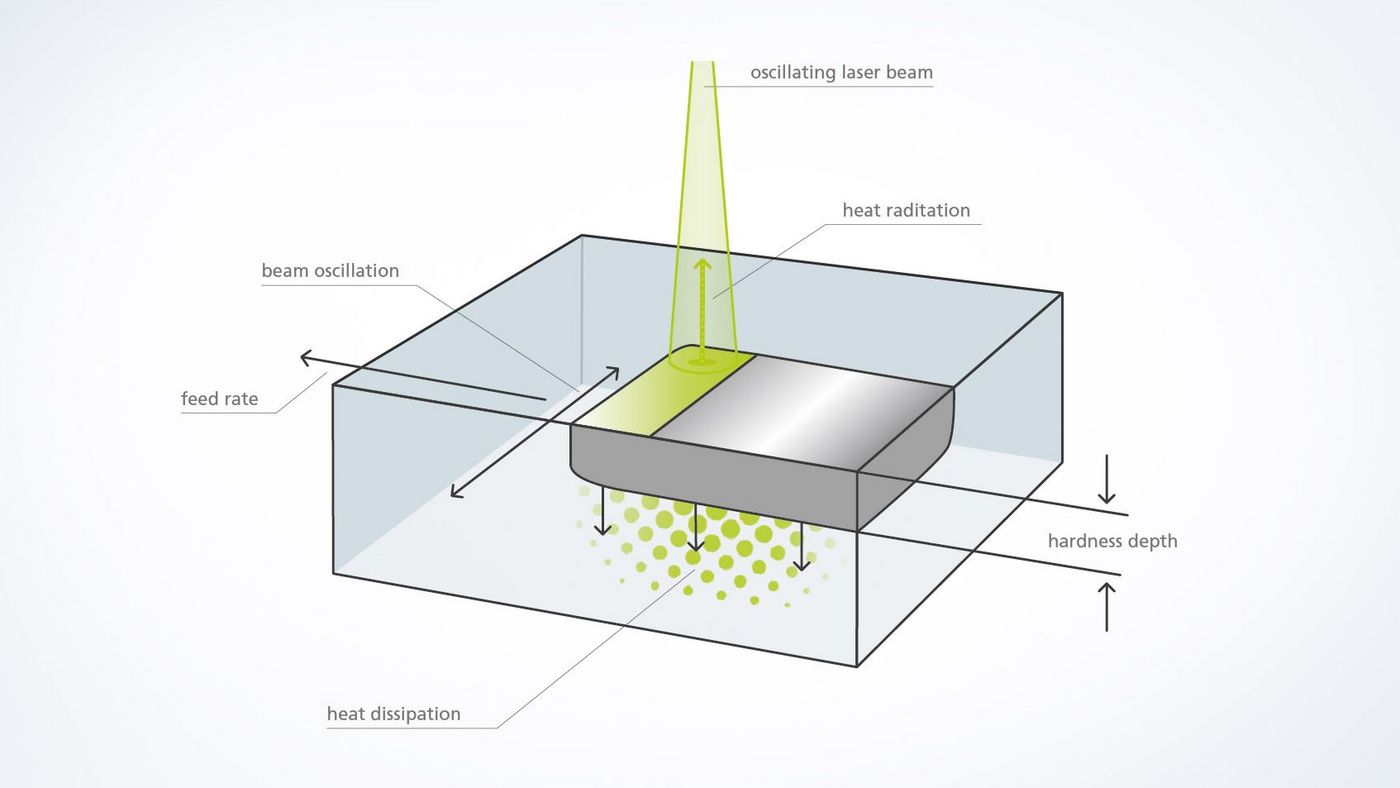
- Lazerle sertleştirme yönteminde karbon içeren, çelik veya dökme demirden bir iş parçasının yüzey katmanı, erime noktasının hemen altına, genellikle yaklaşık olarak 900 ila 1400 °C'ye kadar ısıtılır. Işınlanan güç yaklaşık % 40 oranında soğurulur. Yüksek sıcaklık sayesinde karbon atomları metal ızgaradaki konumlarını değiştirirler (ostenitleme).
- İstenen sıcaklığa ulaşıldığında, lazer ışını hareket eder ve bu sırada yüzeyi, ilerleme yönünde sürekli olarak ısıtır.
- Lazer ışını hareket etmeye devam ettiğinde, etrafındaki materyal, sıcak katmanı hızla soğutur. Bu, kendi kendini soğutma olarak tanımlanır. Hızlı soğuma sonucunda metal ızgara başlangıç şekline geri gelemez ve martensit oluşur. Bu da belirgin bir sertlik artışına yol açar.
- Yüzey sertleşme derinliği tipik olarak 0,1 ila 1,5 milimetre, hatta bazı malzemelerde 2,5 mm ve daha fazladır.

Lazerle sertleştirme
Lazerle sertleştirme, yüksek yüklere tabi, karmaşık komponentlerin kaplanması için mükemmeldir. Bunun sebebi, hedefe yönelik ve lokal olarak, sınırlı ısı uygulanması sonucunda komponentin işleme sırasında neredeyse hiç deforme olmamasıdır. Temassız lazer tekniğiyle, indüksiyon veya alevli sertleştirme gibi geleneksel sertleştirme yöntemleriyle gerçekleştirilemeyen uygulamalar geliştirilebilir. İşleme prosesi kesin bir şekilde kontrol edilebilir olduğundan, geometrik olarak karmaşık ve hassas komponentler de sertleştirilebilir. Sonuç: özellikle takım imalatı, otomobil endüstrisi ve ziraat teknolojinde önemli avantajlar sunan, mekanik ve kimyasal olarak son derece dayanıklı yüzeyler.
Lazerler sertleştirmenin avantajları neler?
Daha az ek işlem
Düşük ısı girişi sayesinde ek işleme gereksinimi azalır veya tamamen ortadan kalkar.
Küçük ve hassas komponentlerin sertleştirilmesi
Alternatif yöntemlerle karşılaştırıldığında, lazerle, lokal olarak sınırlı işlevsel yüzeyler bile hassas bir şekilde sertleştirilir.
Deformasyon yok
Geleneksel sertleştirme yöntemlerinde, yüksek enerji girişi ve takip eden tavlama sonucu deformasyon oluşurken, lazerle işleme yönteminde komponent orijinal şeklini neredeyse tamamen korur.
Kesin kontrol
Lazer teknolojisi ve sıcaklık ayarı sayesinde, ısı uygulaması kesin bir şekilde kontrol edilebilir.
Yüksek proses hızı ve yüksek verimlilik
Lazer, temassız ve deformasyonsuz işleme sayesinde, proses hızını artırır ve olası ön ve ek işlemleri azaltır.
Geometriden tamamen bağımsız
TRUMPF tarayıcı teknolojisiyle, komponentler üzerindeki sertleştirme geometrileri çalışma sırasında değiştirilebilir. Bu şekilde optiğin veya sistemin tamamın dönüştürülmesine gerek kalmaz.
Lazerle sertleştirme yöntemi nasıl çalışır?
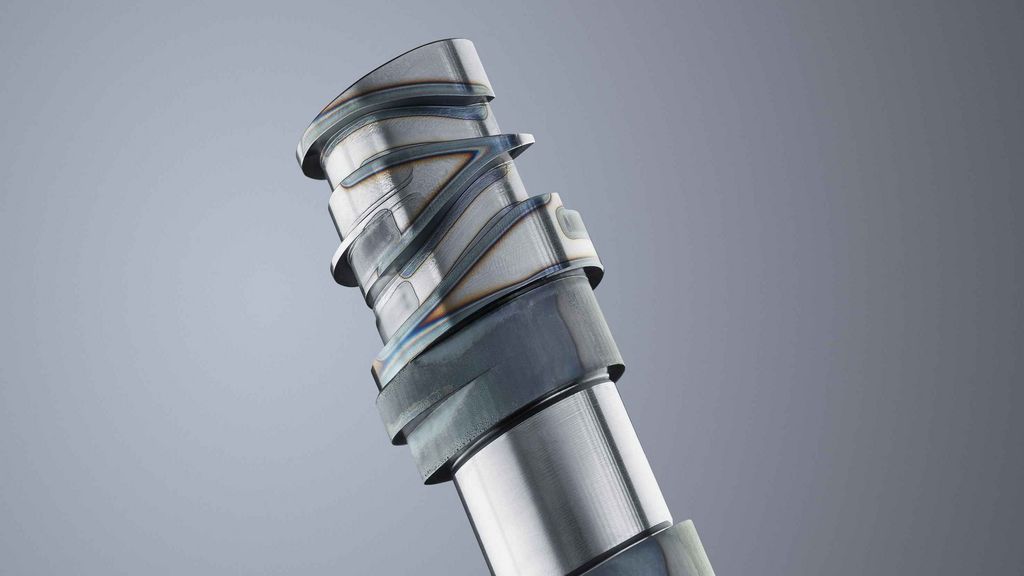
Lazerle sertleştirme yoluyla, bir kam milinin hizmet ömrü belirgin bir şekilde uzar. Büyük odak derinliği sayesinde farklı seviyeler paralel bir şekilde işlenebilir.

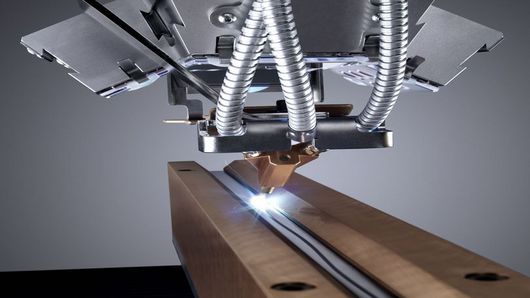
Yüzey sertleştirme yoluyla işlenen bükme takımları yüksek yüklere de uzun süre dayanır. Hedefe yönelik ısı uygulaması dolayısıyla, sadece gerçekten yüke tabi kalan ve aşınan alanlar sertleştirilir.
Lazer sertleştirmeye uygun ürünümüz



İletişim