Demet kaynağı yöntemiyle lazerle plastik kaynağında, iki çeşit termoplastik malzeme birbirine bağlanır: Geçirgen özellikte birleşme parçasından lazer geçirilir, emici özelliğe sahip birleşme parçası ısıtılır. Emici özellikteki plastik malzeme, geçirgen birleşme alanını da eritir. Yeterli bir ısı transferinin sağlanabilmesi için birleştirilecek parçaların uygun bir tertibatla birbirlerine bastırılmaları gerekir. Aralık 150 μm'den mümkün olduğunca küçük olmalıdır. Kalıcı bir birleşme için eriyen plastiğin tamamen katılaşmış olması gerekir. Bu nedenle de tertibat, kaynak sürecinin sonlanmasının ardından da iki birleşme parçasını belli bir süre için birbirine bastırmaya devam eder.

Lazerle plastik kaynaklama
Yüksek bir kalite, yeniden üretilebilirlik ve çözücünün kullanılmadığı uygulamalar – Çok çeşitli avantajlar sunan plastik malzemelerin lazer temelli yöntemle birleştirilmesi, pek çok sektörde yapıştırma, ultrasonik kaynak ya da vibrasyon kaynağı gibi standart kaynaklama yöntemlerinin yerini alıyor. Lazerle birleştirmede kaynak dikişi, istenilen bileşen geometrisi için uyarlanabiliyor. Lokal olarak son derece sınırlı bir şekilde gerçekleşen ısı etkisi sayesinde, hassas elektronik tertibat etkin bir biçimde korunmuş oluyor. Plastik malzemelerin lazerle kaynağında dört ana teknik söz konusu: kontur kaynağı, yarı eşzamanlı kaynak, eşzamanlı kaynak ve maske kaynağı. Plastik malzemelerin kaynaklanmasında genelde yaklaşık 300 Watt'a kadar varan lazer güç oranları kullanılıyor.
Yüksek kaliteli ve yeniden üretilebilir
Kaynak dikişleri, değişmez yüksek bir kaliteye sahiptir. Oluşturulan dikişler, temel malzeme dikişleri mukavemetine denk bir mukavemete sahip olur.
Esnek kullanım
Kaynak dikişi, istenilen bileşen geometrisi için uyarlanabilir.
Kalıntısız
Yapıştırma yönteminden, vibrasyon kaynağından ya da ultrasonik kaynaktan farklı olarak lazer kaynağında yapıştırıcı kalıntısı ya da plastik pulları oluşmaz.
Koruyucu
Lokal olarak sınırlı gerçekleşen ısı etkisi, hassas elektronik tertibatı korur.
Çok düşük ses ve aşınma oranları
Lazerle plastik kaynaklama sadece malzeme açısından değil, aynı zamanda çevre için de koruyucu niteliktedir.
Lazerle plastik kaynaklama nasıl yapılıyor?


Malzeme çiftleri matrisinde çeşitli malzemelerin kaynaklanabilme özellikleri gösterilmektedir. Lazerle kaynaklama sonrasında en yüksek bağlantı stabilitesi değerleri, türdeş olan plastiklerde görülmektedir. Plastik malzemenin yüksek fiberglas oranına sahip olması durumunda, hafif kırılgan kaynak bağlantıları oluşabilir. Bu nedenle, fiberglas oranının % 40 üzerinde olmaması tavsiye edilir. Fiberglaslı lazer geçirgen malzeme 2 mm'den daha yüksek bir kalınlıkta olmamalıdır.
Kaynaklanabilir termoplastik malzemelerin büyük bir çoğunluğu, katı hal lazerleri lazer ışınlarının sadece az bir kısmını emdiğinden is gibi katkı malzemelerinin eklenmesi gerekmektedir. Böylelikle termoplastik malzeme lazer ışınıyla eritilebilir ve kaynaklanabilir. Kaynak süreçlerinin yeniden üretilebilirliğinin garanti altına alınabilmesi için uygun bir alma mekanizmasının bileşenleri yeniden üretilir bir şekilde konumlandırması gerekir. Birleştirme kuvveti, bileşenin kontura yakın bir sıkıştırma maskesine ya da özel bir cama bastırılmasıyla oluşturulur. Camın, yüksek mekanik stabilitede lazer ışınını geçirebiliyor olması gerekir.
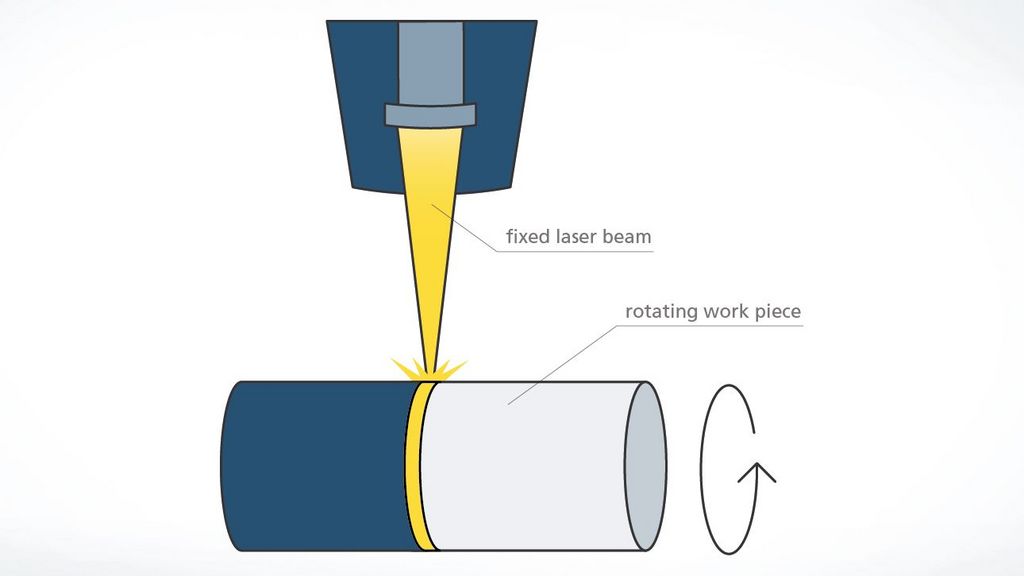
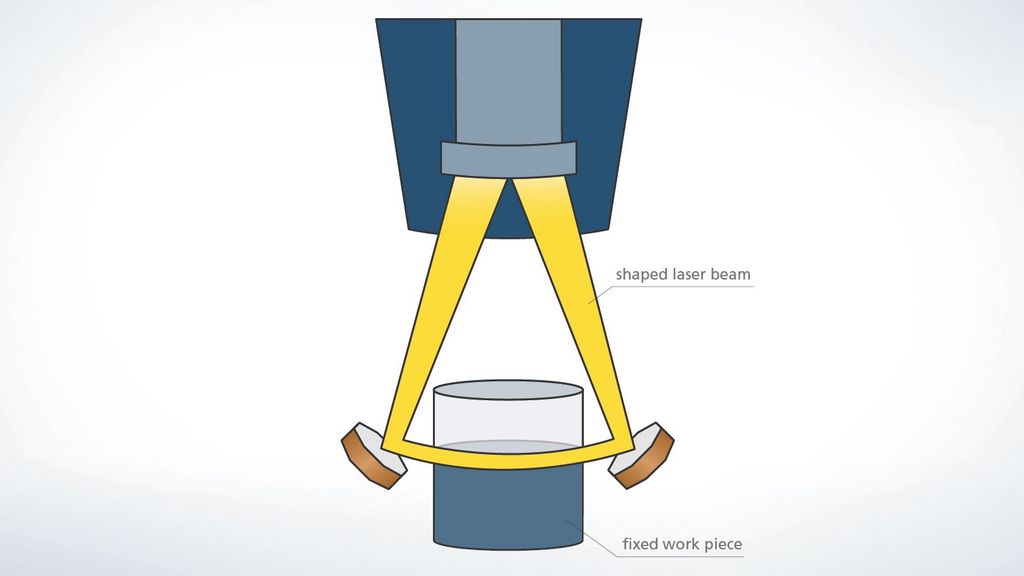
Üç lazer demet kaynağı yönteminin karşılaştırılması

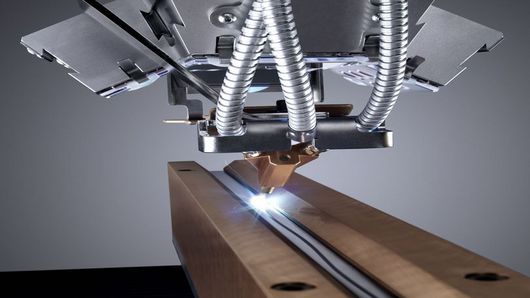
Lazerle plastik kaynaklamadaki tipik uygulama alanları

Kontur kaynağı işleminde rotasyon-simetrik bileşen, sabit lazer ışını altında döndürülür. Böylece örneğin bir tank kapağı kaynaklanabilir.

Yarı eşzamanlı kaynak uygulamasında konturların üzerinden bir tarayıcı optik tertibatıyla son derece seri bir şekilde geçilir. Böylelikle de kontur boyunca her bir nokta hemen hemen eşzamanlı olmak üzere ısıtılır.
Lazerle plastik kaynaklama için TRUMPF ürünleri
TRUMPF, plastik malzemelerin kaynaklanmasında size eksiksiz bir çözüm sunuyor: Lazer, sensör sistemli odaklama tertibatı ve lazer makinası parçalarını ve isterseniz diğer tertibatları, tek bir elden ve özel uygulamanıza en uygun şekilde düzenlenmiş olarak teslim alırsınız.






İletişim
