Bükülerek elde edilen parçaların çoğu, havada büküm, ezerek bükme, ezme ve sıkıştırma gibi işlemlerle üretilmektedir. Bu yöntemlerin hepsi aynı prensip ile çalışır: Bir zımba iş parçasını dişi takımın yuvasına bastırır. Bu nedenle yukarıda belirtilen yöntemlerin kullanıldığı bükme makinalarının adı abkant bükme presleridir. TRUMPF bunların dışında müşterilerine ezerek büküm yapan makinalar da sunmaktadır.
Bükme işlemleri ve yöntemleri

Havada büküm
Havada büküm işleminde zımba, iş parçasını yan duvarlara baskı yapmayacak şekilde dişi takım içine bastırır. Zımba aşağı hareket ederken iş parçasının kolları yukarı doğru katlanır ve bir açı oluşur. Zımba iş parçasını dişi takımda ne kadar derine bastırırsa, açı da o kadar dar olur. Zımba ve dişi takım arasında boş bir alan kalır. Serbest bükme, mesafeye bağlı bir yöntemdir. Her açı için belirli bir mesafe gereklidir. Makina kumandası bu mesafeyi ve aynı zamanda uygulanan presleme kuvvetini hesaplar. Mesafe ve presleme kuvveti, takımların yanı sıra malzeme ve ürün özelliklerine (açı, uzunluk) bağlıdır.
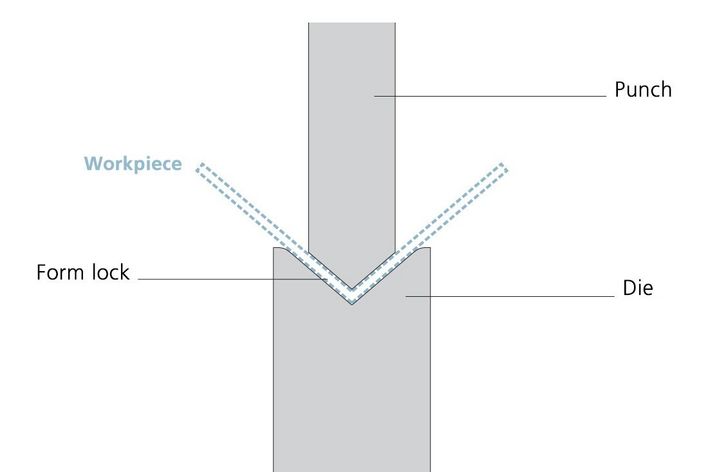
Ezerek bükme
Ezerek bükme işleminde zımba iş parçasını tamamen dişi takım içine bastırır ve dişi takım, iş parçası ve zımba arasında boş alan kalmaz. Bu işleme şekil bağı adı verilir. Zımba ve dişi takımın birbirine tam uyumlu olması gerekir. Bu nedenle her açı ve her form için ayrı takım seti gereklidir. İş parçası tamamen preslendiğinde, zımba daha fazla aşağı doğru hareket edemez. Makina kumandası presleme kuvvetini, öngörülen değere ulaşılana kadar artırmaya devam eder. Bu şekilde iş parçası üzerindeki basınç artar ve parça, zımba ile dişi takımın şeklini alır. Yüksek basınç altında açı sabitlenir ve geri esneme neredeyse tamamen önlenir.

Ezme ve sıkıştırma
Kasaların kenarları gibi, sac kenarları genellikle tamamen bükülmektedir. Bu durumda bükme kolları birbirine paralel şekilde durmaktadır. Bu yöntemle üretilen parça genel olarak daha dayanıklı olmakta veya bir kenar koruması oluşmaktadır. Kıvrımlar, sonradan başka bir parça açmak için de gerekli olmaktadır. Ezme ve sıkıştırma iki adımda gerçekleşir. Birinci adımda operatör 30°'lik bir açı ile büküm yapar. Ardından iş parçasını tekrar yerleştirip açıyı bastırır. Bükme kolları arasında bir boşluk kaldığında kıvrım oluşur. Sıkıştırma sırasında bükme kolları tamamen birbirine bastırılır. Ezme mesafeye bağlıdır, sıkıştırma ise kuvvete bağlıdır.

Ezerek bükme
Makinalara entegre edilen kenar kolu, alt ve üst bükme takımının monte edildiği bir C profilden oluşur. Bükme sırasında C profil yukarı veya aşağı hareket eder ya da elips şeklinde çevirme hareketi yapar. Ezerek büküm yapan makinalar yarı otomatik çalışır ve az parçalı üretimde bile hızlı ve esnek çalışma olanağı sağlar. Ezerek büküm yapma teknolojisinde ayrıca aynı takım ile bir parçada farklı yarıçaplarda büküm yapılabilir.



İletişim