ความหลากหลายของวัสดุ
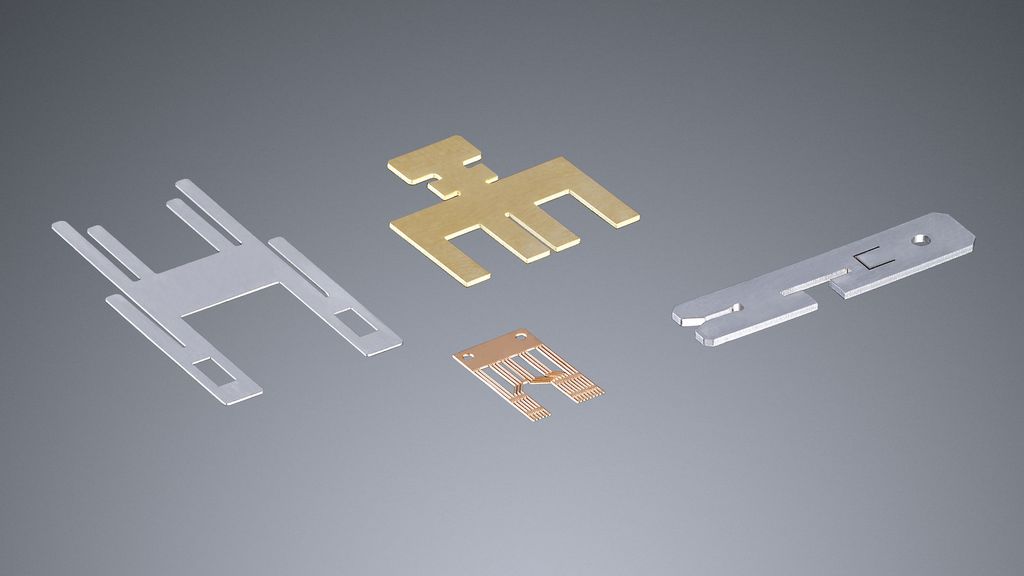
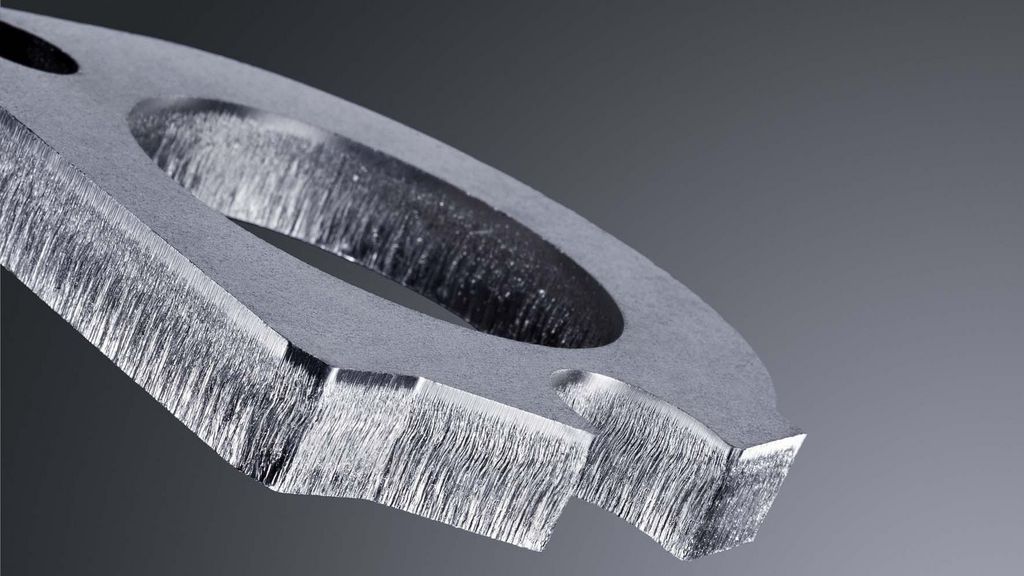
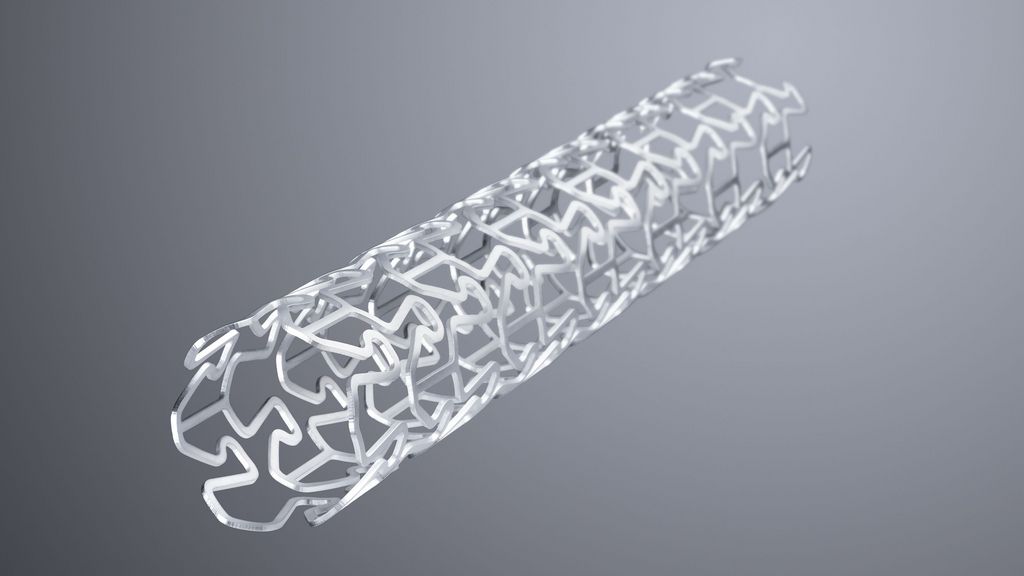
สามารถตัดวัสดุทั่วไปทั้งหมดในการทำงานอุตสาหกรรม ตั้งแต่เหล็ก อะลูมีเนียม สแตนเลส และแผ่นผสม จนถึงวัสดุที่ไม่ใช่โลหะ เช่น พลาสติก แก้ว ไม้ หรือเซรามิกอย่างปลอดภัยและมีคุณภาพสูงด้วยเลเซอร์ ด้วยเครื่องมือทำให้สามารถตัดความหนาของแผ่นที่แตกต่างกันมากตั้งแต่ 0.5 จนถึงมากกว่า 30 มิลลิเมตร สเปกตรัมวัสดุที่กว้างมากนี้ทำให้เลเซอร์เป็นเครื่องมือตัดหมายเลข 1 สำหรรับการใช้งานจำนวนมากในอุตสหกรรมโลหะและอโลหะ