Svetsning med synliga våglängder
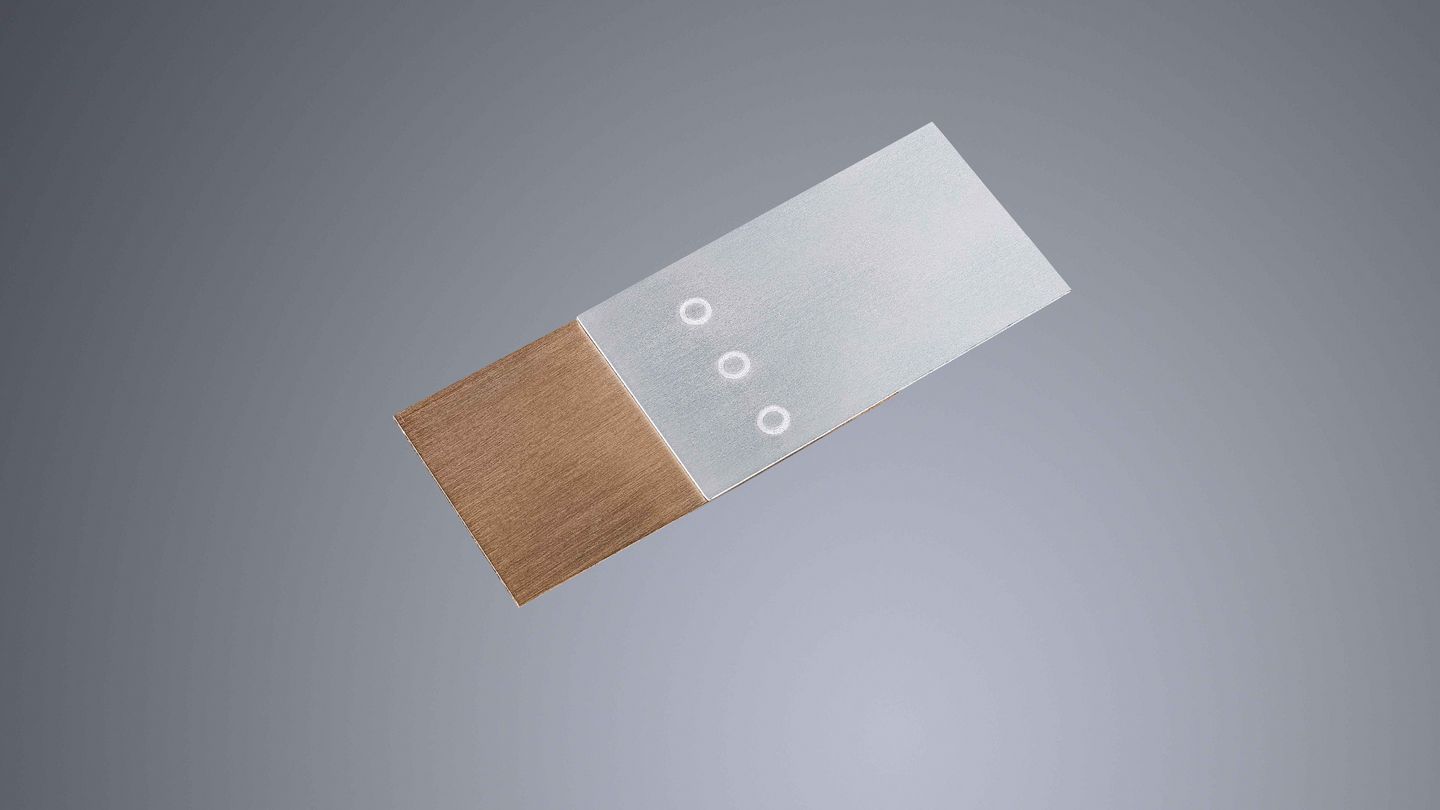
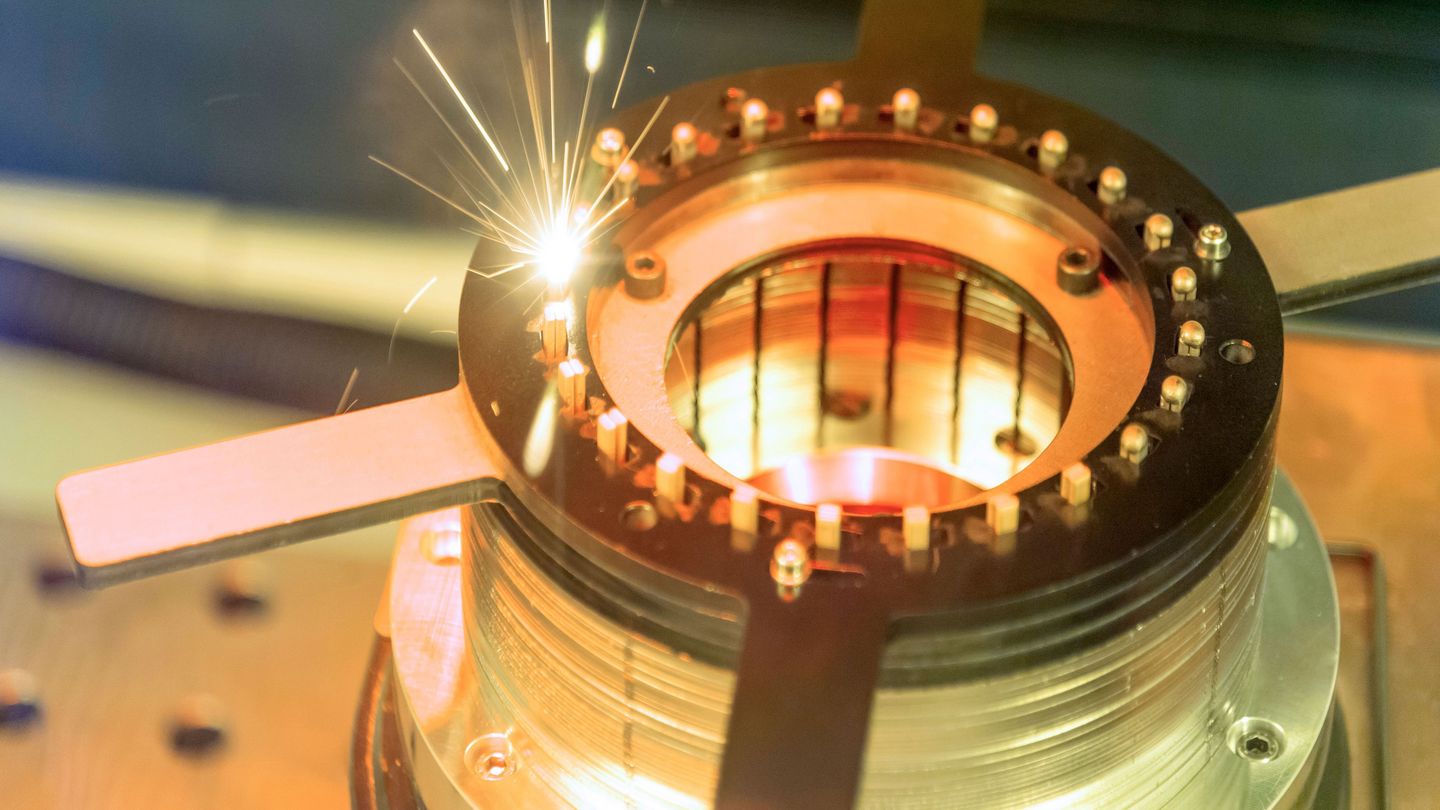
Vid kopparsvetsning med grön våglängd har användaren nytta av hög absorption av laserljuset och hög processeffektivitet. Den gröna lasern demonstrerar sina fördelar inom värmeledningssvetsning. På grund av den speciella nyckelhålsformen uppstår en försumbar mängd sprut även vid djupsvetsning. Helt oberoende av materialytan – polerad, borstad, oxiderad eller etsad – med grön laserstrålning kan kopparsvetsfogar alltid skapas processäkert och med konsekvent kvalitet.