Vid lasersvetsning av plaster med transmissionssvetsmetoden förenas två typer av termoplaster med varandra: den transparenta sammanfogningsparten genomlyses, den absorberande värms upp. Den absorberande plasten smälter det transparenta fogområdet. Sammanfogningsparterna måste pressas samman med en lämplig fixtur för tillräcklig värmeöverföring. Spalten ska helst vara mindre än 150 μm. För en hållbar förbindelse måste den smälta plasten stelna helt. Därför pressar fixturen samman de båda sammanfogningsparterna ytterligare en stund efter den egentliga svetsningen.

Plastsvetsning med laser
Hög kvalitet, reproducerbar och helt utan lösningsmedel – laserbaserad sammanfogning av plaster har många fördelar och ersätter klassiska metoder som limning, ultraljuds- eller vibrationssvetsning i många branscher. Vid sammanfogning med lasern kan svetsfogen dessutom anpassas fritt efter den nya komponentgeometrin. Eftersom värmetillförseln lokalt är starkt lokalt begränsad så skyddas till exempel känsliga elektronikkomponenter effektivt. Vanligtvis skiljer man mellan fyra varianter av lasersvetsning av plast: kontursvetsning, kvasi-simultansvetsning, simultansvetsning och masksvetsning. Vid plastsvetsning används som regel lasereffekter upp till ca 300 watt.
Hög kvalitet och reproducerbar
Svetsfogarna är av konsekvent hög kvalitet. Därvid har fogarna en hållfasthet som motsvarar grundmaterialet.
Flexibel
Svetsfogen kan anpassas fritt efter olika komponentgeometrier.
Fri från rester
Jämfört med limning eller vibrations- och ultraljudssvetsning uppstår inga limrester eller plastflagor vid lasersvetsning.
Skonsam
Värmetillförseln är lokalt begränsad och är skonsam mot känslig elektronik.
Låg ljudnivå och lågt slitage
Plastsvetsning med laser är inte bara skonsamt för materialet utan även för omgivningen.
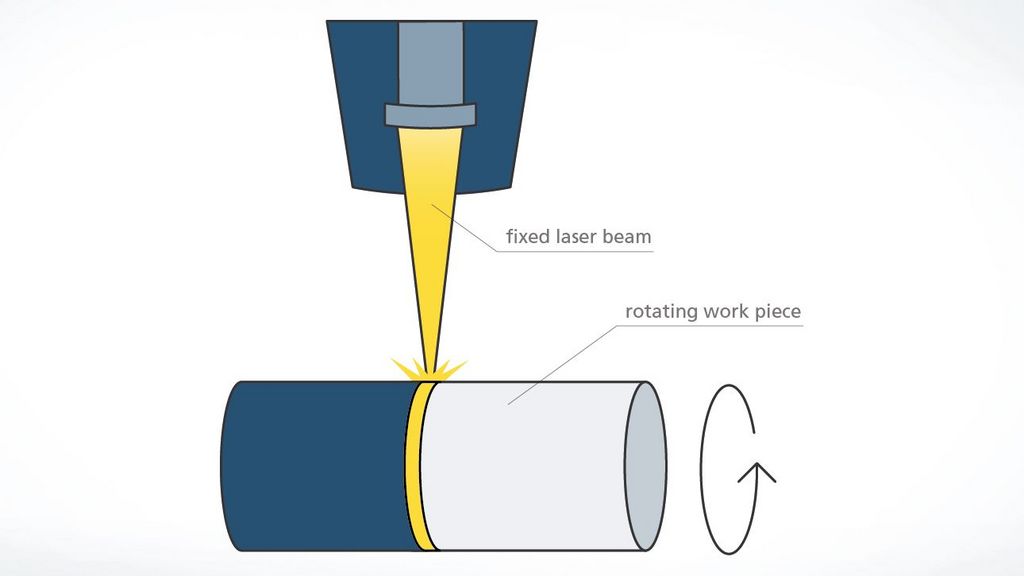
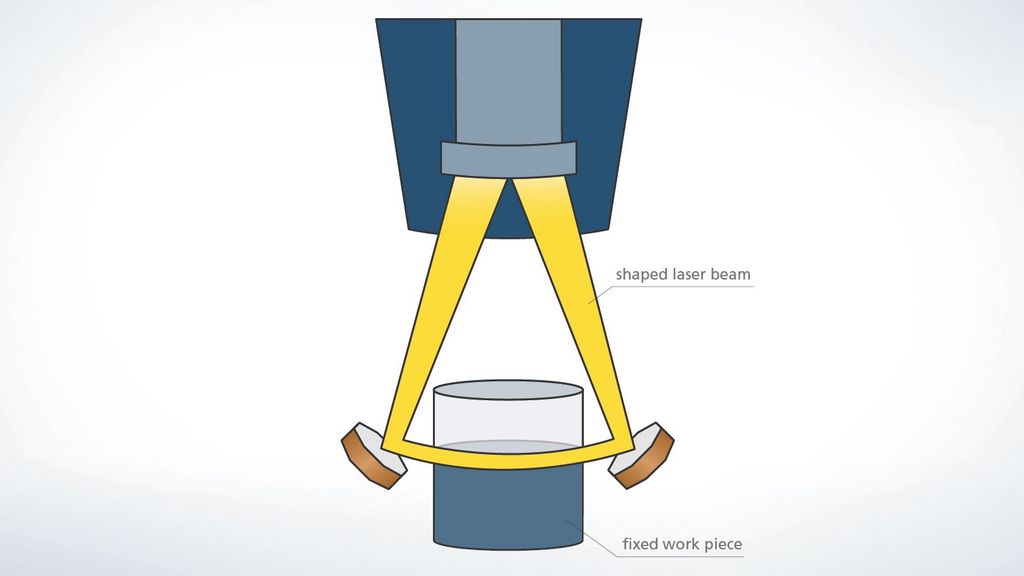
Hur fungerar plastsvetsning med lasern?


Jämförelse av de tre lasertransmissionssvetsmetoderna

Vanliga användningsområden för plastsvetsning med laser


TRUMPF produkter för plastsvetsning med lasern
TRUMPF erbjuder en helhetslösning för plastsvetsning: du får laser, fokuseringsoptik med sensorsystem och lasermaskin, om så önskas även med fixtur, från samma leverantör och perfekt anpassad efter din specifika tillämpning.







Kontakt
