Materialmångfald
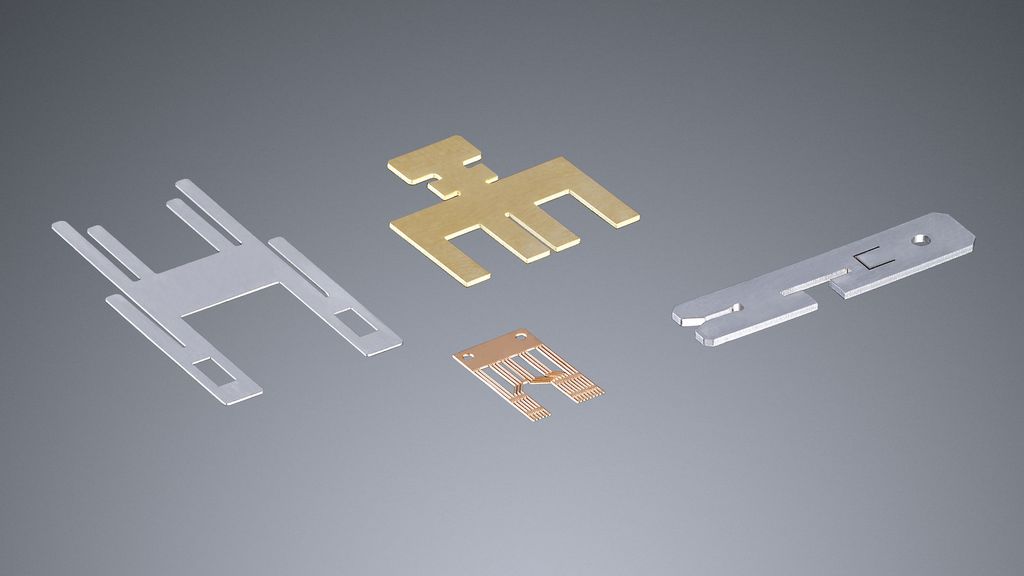
Alla inom industrin brukliga material – från stål via aluminium, rostfritt och buntmetaller till icke -metalliska material som plast, glas, trä, keramik – kan skäras med laser på ett säkert sätt och med hög kvalitet. Med laserverktyget kan man skära olika plåttjocklekar från 0,5 till över 30 millimeter. Detta extremt breda materialspektrum gör lasern till det första valet bland skärverktyg för många användningsområden inom metall- och icke-metall-området.