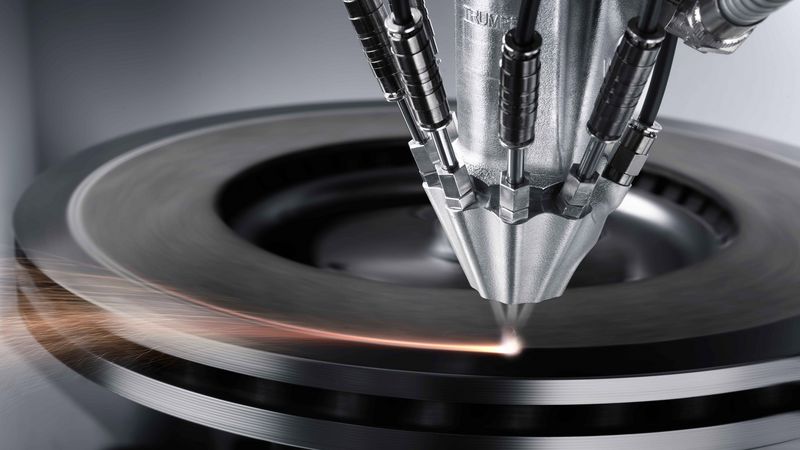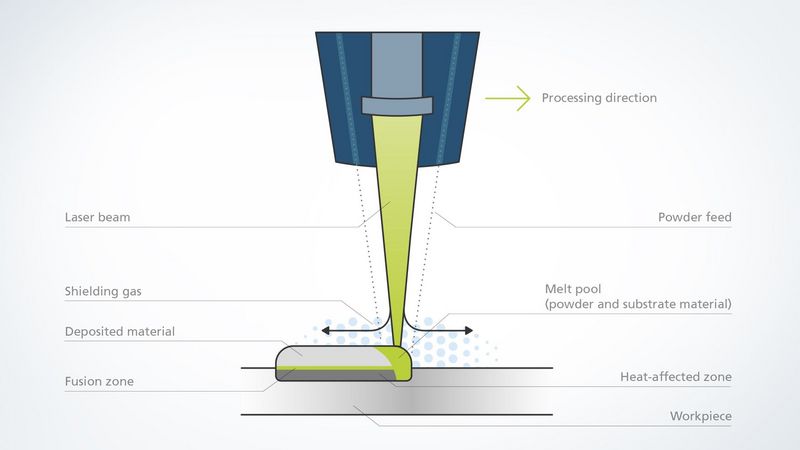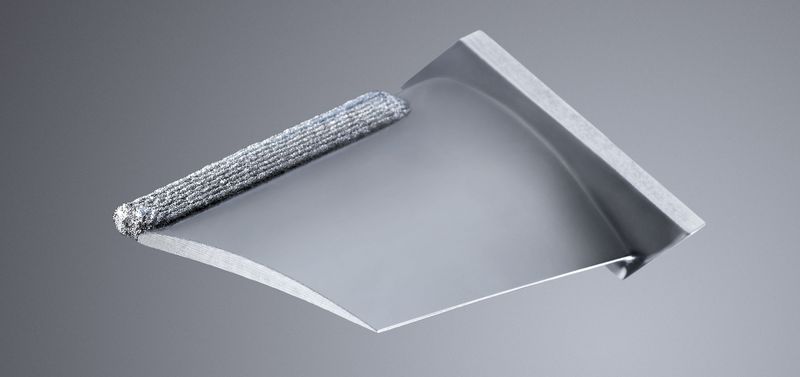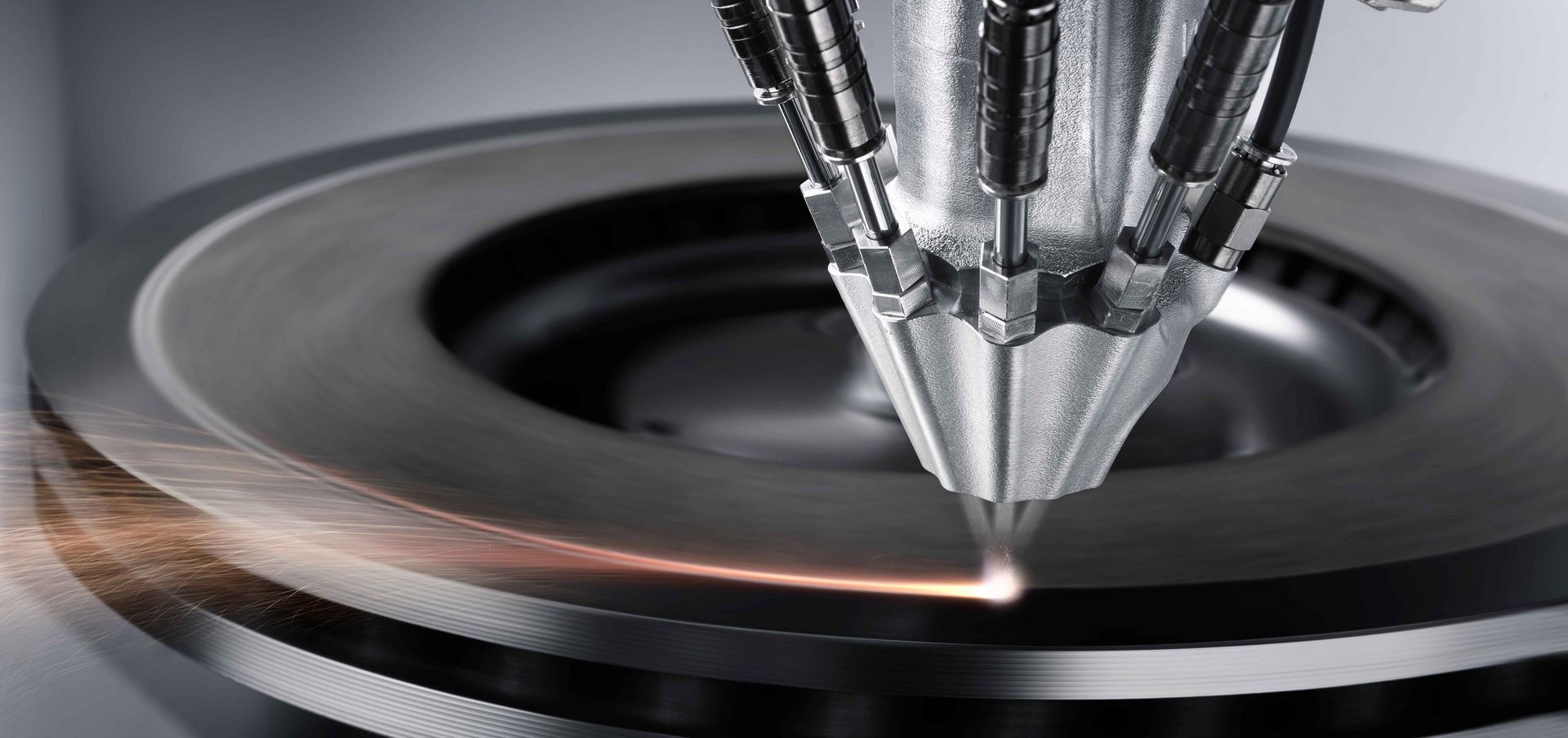
Laserpåsvetsning är en additiv tillverkningsprocess för metaller och blandningar av metall och keramik. Med den kan 3D-geometri skapas eller modifieras. Lasern kan även reparera eller belägga med detta förfaringssätt. Inom flygtekniken används Additive Manufacturing för att reparera turbinblad. Inom verktygs- och formbygge repareras avbrutna eller slitna kanter och formgivande funktionsytor eller rustas till och med upp lokalt. Som skydd mot slitage och korrosion beläggs inom energitekniken eller petrokemin lagerställen, vältar eller hydrauliska komponenter. Även inom bilindustrin används additiv tillverkning. Här förädlas ett stort antal komponenter.
TRUMPF:s kunder har fördel av det breda utbudet av lasrar och lasersystem. Vi har sedan många år en stor processkunskap och mycket service för många användningar inom laserteknik. På så vis kan Additive Manufacturing även kombineras med lasersvetsning eller laserskärning.