Pri zváraní plastov laserom metódou zvárania prežiarením sa vzájomne spájajú dva druhy termoplastov: Priehľadnú spájanú časť laser presvieti, absorbujúca časť sa zahrieva. Absorbujúci plast natavuje priehľadnú spájanú oblasť. Spájané časti musia byť vzájomne stlačené vhodným prípravkom z dôvodu zabezpečenia dostatočného prenosu tepla. Pritom by mala byť medzera pokiaľ možné menšia ako 150 μm. Ak je potrebné vytvoriť trvalé spojenie, musí natavený plast úplne stuhnúť. Preto zotrvá prípravok ešte po určitú dobu aj po samotnom procese zvárania stláčať k sebe obidve spájané časti.

Zváranie plastov pomocou lasera
Vysoko kvalitné, opakovateľné a úplne bez rozpúšťadiel – spájanie plastov pomocou lasera má mnoho výhod a nahrádza v mnohých odvetviach klasické postupy ako lepenie, zváranie ultrazvukom alebo vibračné zváranie. Pri spájaní pomocou lasera je okrem toho možné ľubovoľne prispôsobiť zvarový spoj podľa nových geometrií obrobkov. Keďže je prívod tepla prísne lokálne obmedzený, sú napríklad citlivé elektronické komponenty efektívne chránené. Typicky je možné rozlíšiť štyri varianty zvárania plastov laserom: obrysové zváranie, kvázi simultánne zváranie, simultánne zváranie a maskové zváranie. Pri zváraní plastov laserom sa spravidla používajú výkony lasera až do cca. 300 Wattov.
Vysoko kvalitné a opakovateľné
Zvarové spoje majú konštantne vysokú kvalitu. Vytvorené zvary pritom majú pevnosť, ktorá zodpovedá pevnosti základného materiálu.
Možnosť flexibilného použitia
Zvarový spoj je možné ľubovoľne prispôsobiť rozličným geometriám obrobku.
Bez zvyškov
V porovnaní s lepením alebo vibračným a ultrazvukovým zváraním nevznikajú pri zváraní laserom žiadne zvyšky lepidla ani lupienky plastu.
Šetrné
Prívod tepla je lokálne obedzený a šetrí citlivú elektroniku.
Nehlučné a nepodliehajúce opotrebovaniu
Zváranie plastov laserom je šetrné nie len voči materiálu, ale aj voči okoliu.
Ako funguje zváranie plastov pomocou lasera?


V tabuľke spárovania materiálov je vyobrazená možnosť zvárania rôznych materiálov. Typovo rovnaké plasty vykazujú po zváraní laserom najvyššiu stabilitu spojenia. Ak obsahuje plast vysoký podiel sklenených vláken, môžu ľahko vzniknúť krehké zvarové spoje. Preto sa neodporúča prekračovať 40 %-ný podiel sklenených vláken. Materiál transparentný pre laser s obsahom sklenených vláken by nemal byť hrubší ako 2 mm.
Keďže mnoho zvárateľných termoplastov absorbuje len minimálny podiel laserového žiarenia z pevnolátkových laserov, používajú sa prídavné látky (aditíva) ako napríklad sadze. Takýmto spôsobom je možné laserovým žiarením natavovať a zvárať termoplasty. Aby bolo možné zaručiť opakovateľnosť procesov, musí okrem toho byť možnosť opakovaného polohovania obrobkov pomocou vhodného uchytenia. Spájacia sila sa vytvára pritláčaním obrobkov o kopyto s tvarom kopírujúcim obrobok alebo o špeciálne sklo. Sklo musí prepúšťať laserové svetlo pri vysokej mechanickej stabilite.
Porovnanie troch procesov zvárania laserom prežiarením

Typické oblasti aplikácií zvárania plastov pomocou lasera

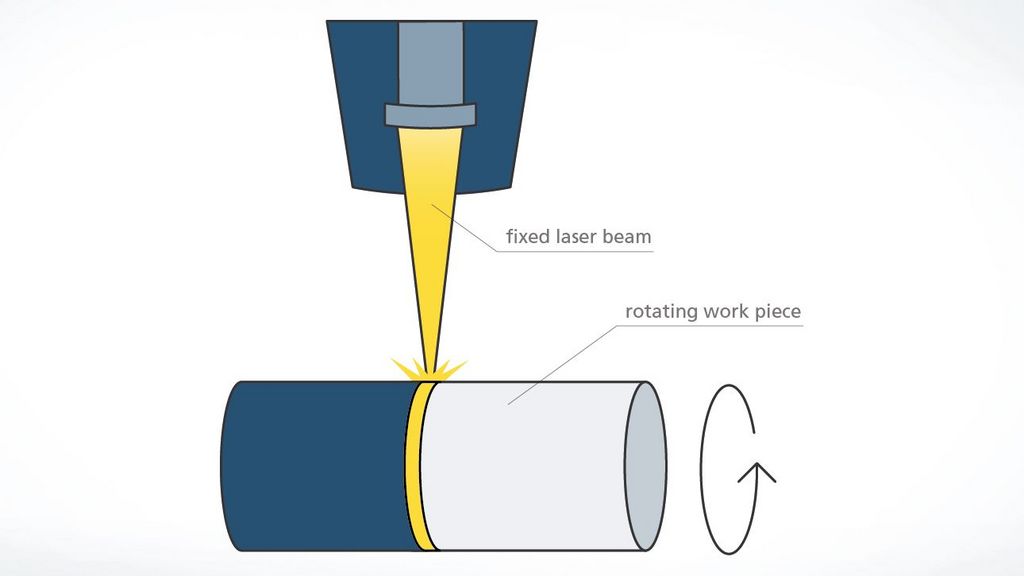
Pri obrysovom zváraní sa rotačne symetrický obrábaný dielec otáča pod pevne nastaveným laserovým lúčom. Týmto spôsobom je možné zvárať napríklad kryt nádrže.

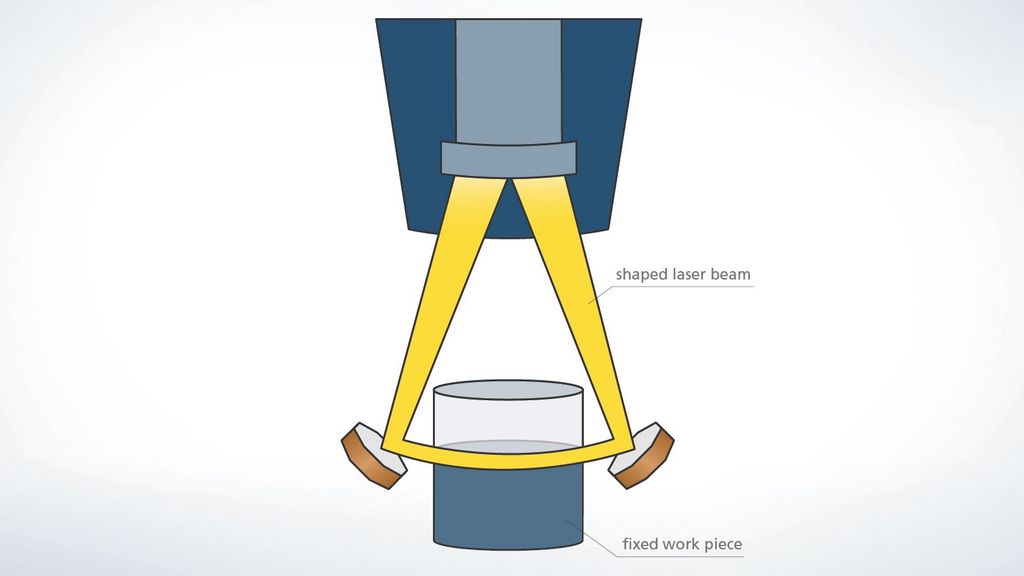
Pri kvázi simultánnom zváraní prechádza skenerová optika geometrie v extrémne rýchlom poradí. Vďaka tomu je takmer súčasne nahrievané každé miesto pozdĺž geometrie.
Produkty TRUMPF na zváranie plastov pomocou lasera
TRUMPF Vám ponúka kompletné riešenie na zváranie plastov: Dostanete od jedného výrobcu laser, zaostrovaciu optiku so senzorikou a laserový stroj, na požiadanie aj s prípravkom, perfektne vyladené podľa Vašich špecifických aplikácií.







Kontakt
