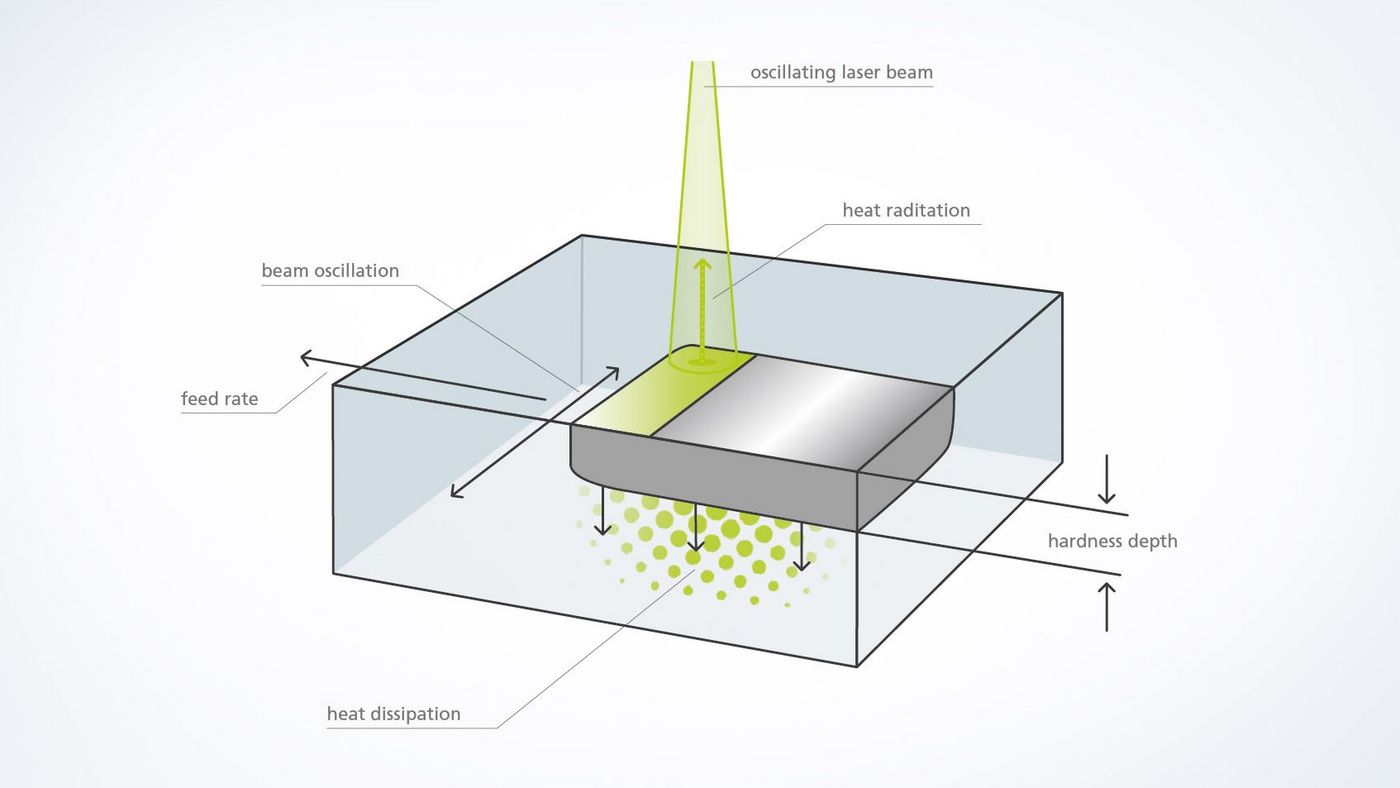
- Pri kalení laserom sa povrchová vrstva obrobku obsahujúceho uhlík z ocele alebo liatiny ohrieva až tesne pod teplotu tavenia, spravidla na približne 900 až 1400°C. Vyžarovaný výkon je absorbovaný na cca 40 %. Vďaka vysokej teplote menia atómy uhlíka v kovovej mriežke svoju polohu (austenitizácia).
- Hneď po dosiahnutí požadovanej teploty sa pohne laserový lúč a plynulo pritom zohrieva povrch v smere pohybu.
- Počas pohybu laserového lúča okolitý materiál veľmi rýchlo ochladzuje horúcu vrstvu. Hovoríme pri tom o samokalení. Pri rýchlom ochladzovaní sa nemôže kovová mriežka pretvoriť späť do východzieho tvaru, vzniká martenzit. Spôsobuje to výrazné zvýšenie tvrdosti.
- Typické sú hĺbky zakalenia povrchu 0,1 až 1,5 milimetrov, pri niektorých materiáloch aj 2,5 milimetrov a viac.

Kalenie laserom
Kalenie laserom je ako stvorené na zušľachťovanie vysoko zaťažovaných zložitých obrobkov. Pretože vďaka cielenému a lokálne ohraničenému prívodu tepla takmer nedochádza k žiadnej deformácii obrobkov pri obrábaní. Pomocou bezdotykových laserových procesov je možné riešiť dokonca aj aplikácie, ktoré nie je možné realizovať pomocou bežných metód kalenia akými sú indukčné kalenie alebo kalenie plameňom. Keďže je možné presne riadiť proces obrábania, kaliť je možné aj geometricky zložité a detailné obrobky. Výsledok: Povrchy vysoko odolné mechanickému a chemickému namáhaniu, ktoré so sebou prinášajú výrazné výhody najmä pri výrobe nástrojov, v automobilovom priemysle a v poľnohospodárskej technike.
V čom spočívajú výhody kalenia laserom?
Menej dodatočných úprav
Vďaka minimálnemu prívodu tepla sa znižujú nároky na dodatočné úpravy alebo úplne odpadnú.
Kalenie menších a detailnejších obrobkov
Pomocou lasera je možné v porovnaní s alternatívnymi procesmi presne zakaliť aj lokálne ohraničené funkčné plochy.
Bez deformácií
Zatiaľ čo pri bežných procesoch kalenia vznikajú deformácie vďaka vyššiemu pôsobeniu energie a následnému prudkému ochladeniu, ostáva obrobok pri kalení laserom takmer v pôvodnom stave.
Presná kontrola
Pomocou laserovej technológie a regulácie teploty je možné presne ovládať prívod tepla.
Rýchle doby priebehu výroby a vysoká produktivita
Vďaka bezdotykovému obrábaniu bez defromácií zvyšuje laser dobu priebehu výroby a zmenšuje potrebu možných prípravných a dodatočných úprav.
Úplne nezávislé od geometrií
Pomocou skenerovej technológie TRUMPF je možné rýchlo "za pochodu" zmeniť geometrie kalenia na obrobkoch. Vďaka tomu nie je potrebná prestavba optiky resp. celého systému.
Ako prebieha proces kalenia laserom?
Vďaka kaleniu laserom sa výrazne predĺži životnosť vačkového hriadeľa. Vďaka veľkej hĺbke ostrosti je možné paralelne obrábať rôzne plochy.

Ohraňovacie nástroje, ktoré boli opracované procesom povrchového kalenia, odolávajú dlho aj vysokému namáhaniu. Vďaka cielenému prívodu tepla sú kalené len tie miesta, ktoré sú skutočne namáhané a opotrebovávané.
Náš produkt vhodný na kalenie laserom




Kontakt