Väčšina ohýbaných dielcov sa vytvára postupom a metódou voľného ohýbania, ohýbania lisovaním ako aj falcovaním a dotláčaním. Fungujú na tom istom princípe: Horný nástroj zatláča obrobok do zápustky spodného nástroja. Preto sa ohraňovacie stroje, na ktorých sa vykonáva vyššie uvedený proces a metódy, volajú aj lisy na ohýbanie v zápustke. Popri lisom na ohýbanie v zápustke ponúka TRUMPF aj stroje s výkyvným ohýbaním.
Ohraňovanie - proces a metódy

Voľné ohýbanie
Pri voľnom ohýbaní horný nástroj zatláča obrobok do spodného nástroja, bez toho aby tlačil na steny zápustky v ňom. Zatiaľ čo sa horný nástroj presúva smerom nadol, ohýbajú sa ramená obrobku smerom nahor, čím vzniká uhol. Čím hlbšie horný nástroj zatlačí obrobok do spodného nástroja, o to ostrejší uhol vznikne. Medzi horným nástrojom a spodným nástrojom pri tom ostane voľný priestor. Pri voľnom ohýbaní hovoríme o procese závislom od dráhy. Pre každý uhol je potrebné prekonať určitú dráhu. Riadenie stroja prepočíta túto dráhu a súčasne príslušnú tlačnú silu. Dráha a tlačná sila sú závislé od nástrojov ako aj od vlastností materiálu a produktu (uhol, dĺžka).
Ohýbanie lisovaním
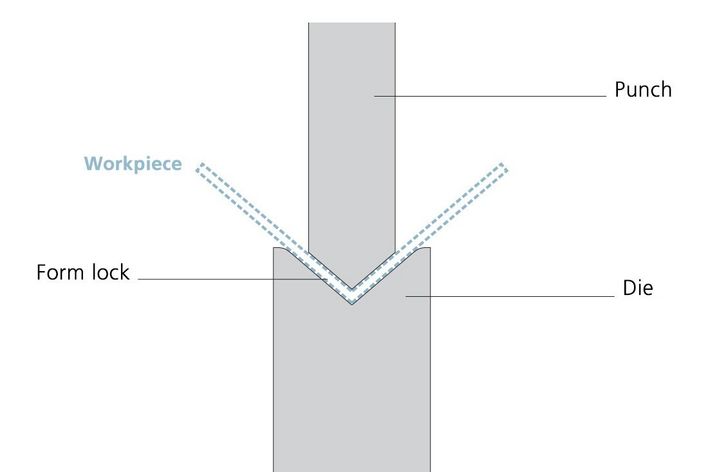
Pri ohýbaní lisovaním horný nástroj zatláča obrobok úplne do spodného nástroja, takže medzi spodným nástrojom, obrobkom a horným nástrojom neostane žiaden voľný priestor. Tento proces sa nazýva tvarový styk. Horný a spodný nástroj musia vzájomne do seba presne zapadať. Preto je pre každý uhol a každý tvar potrebná samostatná sada nástrojov. Ak je obrobok celkom zalisovaný, nemôže sa obrobok pohybovať ďalej nadol. Riadenie stroja ale zvyšuje tlačnú silu dovtedy, pokým sa nedosiahne vopred zadaná hodnota. Narastá tak tlak na obrobok, ktorý získa tvary horného a spodného nástroja. Pod vysokým tlakom sa stabilizuje uhol, takže sa takmer úplne odstráni odpruženie materiálu.

Falcovanie a dotláčanie
Hrany plechu sa často úplne prehnú, napríklad na okrajoch krabíc. Ohýbané ramená sú potom paralelne vedľa seba. Vďaka tomu sa vytvoria buď celkovo stabilnejšie hotové dielce alebo sa vytvorí ochrana hrany. Falce sú často potrebné na to aby sa dielec neskôr zavesil. Falcovanie a dotláčanie sa vykonáva vo dvoch krokoch: V prvom kroku operátor predohne uhol 30°. Nakoniec opäť vloží obrobok medzi nástroje a tento uhol dotlačí. O falcovaní hovoríme, ak pritom medzi ohýbanými ramenami ostane medzera. Pri dotláčaní sa ohýbané ramená zatlačia úplne na seba. Falcovanie je závislé od dráhy. Oproti tomu je dotláčanie závislé od dráhy.

Výkyvné ohýbanie
Ohýbacie rameno integrované do stroja sa skladá z C profilu, na ktorom je namontovaný horný a spodný nástroj. Pri ohýbaní sa pohybuje C profil nahor a nadol, respektíve vykonáva malý elipsoidný výkyvný pohyb. Stroje s výkyvným ohýbaním pracujú poloautomaticky a vyznačujú sa mimoriadnou rýchlosťou a flexibilitou, práve aj pri nižších počtoch kusov. Pomocou technológie výkyvného ohýbania je okrem toho možné tým istým nástrojom produktívne ohýbať rôzne veľkosti rádiusov na jednom dielci.



Kontakt