O mare diversitate de materiale
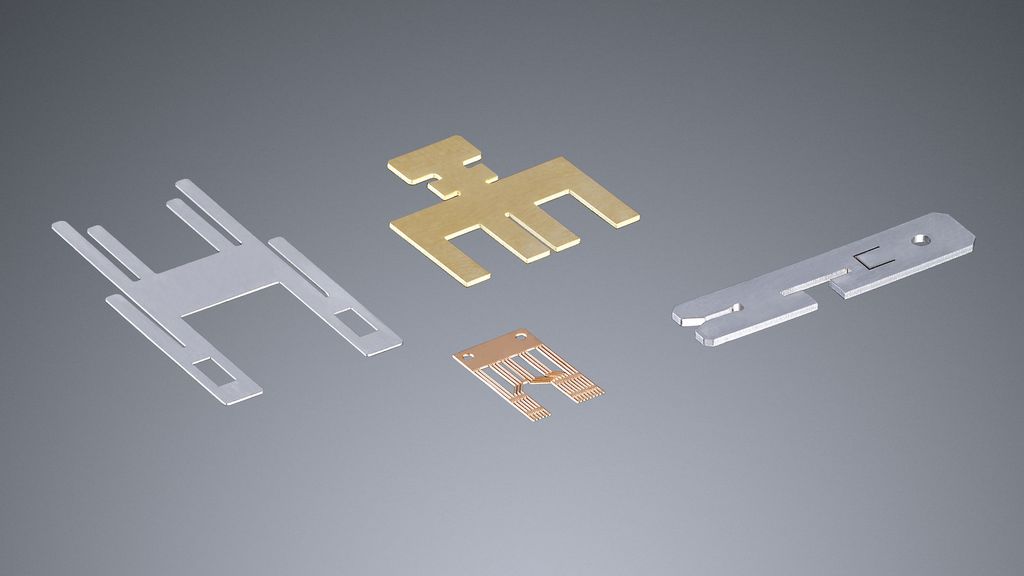
Toate materialele utilizate în prelucrarea industrială – de la oțel, aluminiu, oțel inoxidabil și tablă colorată până la materiale nemetalice precum plastic, sticlă, lemn sau ceramică – pot fi debitate cu laser în mod sigur și la o calitate superioară. Cu ajutorul acestui instrument pot fi debitate table de grosimi foarte diferite, de la 0,5 până la peste 30 de milimetri. Acest spectru de materiale extrem de larg face ca laserul să fie cel mai bun instrument de debitare pentru numeroase alte tipuri de aplicații în domeniul materialelor metalice și nemetalice.