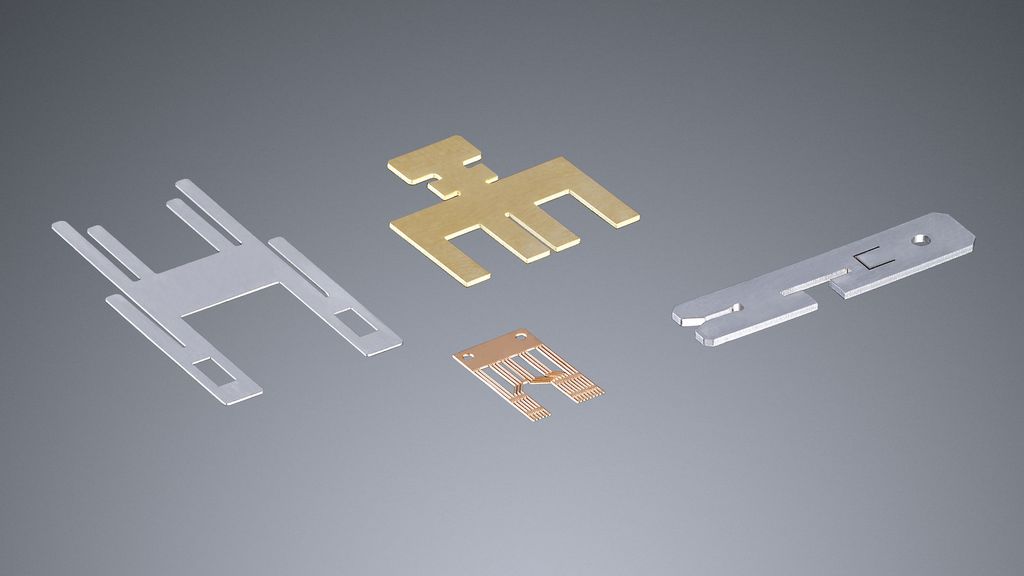
Diversidade de materiais
Todos os materiais comuns no processamento industrial - do aço, alumínio, aço inoxidável e chapas não ferrosas até materiais não metálicos como plásticos, vidro, madeira ou cerâmica - podem ser cortados com o laser com segurança e alta qualidade. Com a ferramenta é possível cortar diversas espessuras de chapa de 0,5 até 30 milímetros. Este espectro de materiais extremamente extenso torna o laser a opção número 1 entre as ferramentas de corte para muitas aplicações na área de metais e não metais.