Techniczne podstawy spawania łukiem elektrycznym (spawanie MIG/MAG)
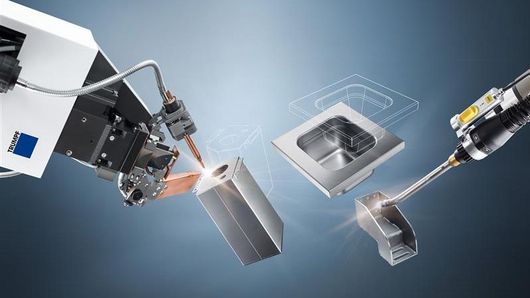
W spawaniu łukiem elektrycznym wysoka temperatura wymagana do spawania jest wytwarzana przez prąd elektryczny: W tym celu do przedmiotu obrabianego i drutu spawalniczego (elektrody) przykłada się napięcie, co powoduje zajarzenie łuku elektrycznego między tymi dwoma biegunami. W ten sposób powstaje ciekły metal na połączeniu przedmiotu obrabianego. W spawaniu MIG/MAG drut spawalniczy przez cały czas się topi i jest przesuwany. Ponadto stosuje się gaz ochronny, aby zapobiec utlenianiu się spoiny. Dlatego te procesy spawania łukiem elektrycznym są również określane jako spawanie metalu w atmosferze gazu ochronnego.