Napawanie zalicza się do metod regenerujących i stosuje do naprawiania lub modyfikacji istniejących elementów oraz uszlachetniania powierzchni. W zależności od zadania wykonuje się napawanie ręczne lub zautomatyzowane.
Napawanie
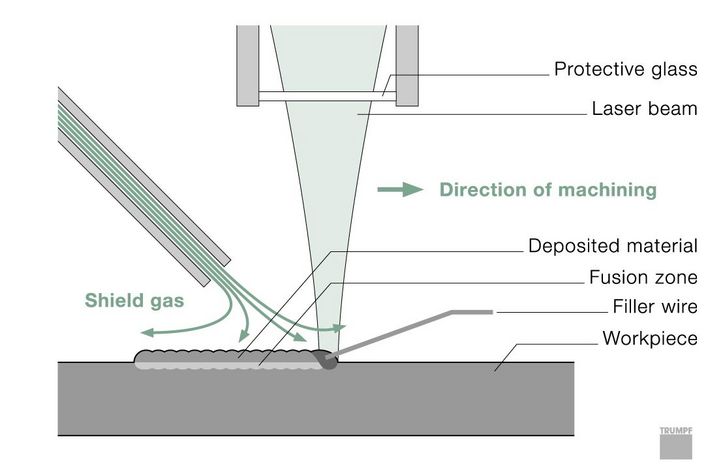
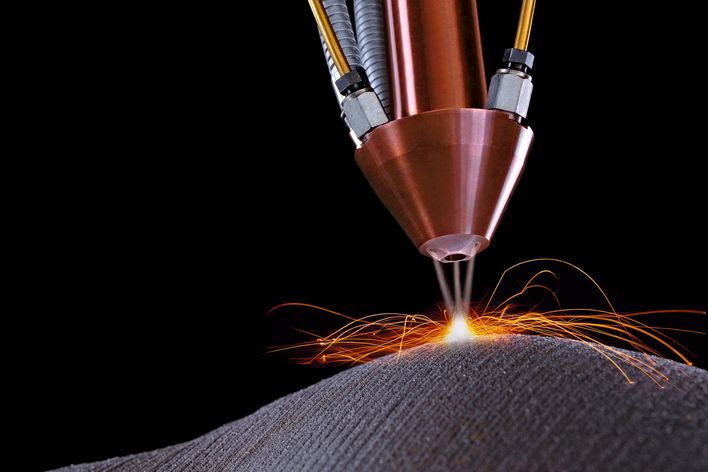
Napawanie laserowe drutem i proszkiem
Ręczne napawanie laserowe
Podczas ręcznego napawania spawacz „ręcznie” doprowadza dodatek do miejsca obróbki. W tej metodzie dodatkiem takim jest najczęściej cienki drut o średnicy od 0,15 do 0,6 mm. Promień lasera topi drut. Roztopiony drut tworzy trwałe połączenie z materiałem podstawowym, który także jest nadtapiany, po czym ponownie zastyga. Pozostaje niewielkie wzniesienie. Spawacz punkt po punkcie, linia po linii i warstwa po warstwie nanosi żądany kształt. Strumień argonu stanowi ekran dla procesu roboczego, uniemożliwiając dostęp powietrza. Na koniec przywracany jest pierwotny kształt, na przykład przez szlifowanie, toczenie, frezowanie lub erodowanie.
Zautomatyzowane napawanie laserowe
Podczas zautomatyzowanego napawania laserowego dodatek jest maszynowo doprowadzany do miejsca obróbki. Może to być równie dobrze drut, choć w tej technice głównie używa się proszku metalowego. Proszek metalowy jest nakładany warstwowo na materiał podstawowy i stapiany z tym materiałem bez rys i porów. Proszek metalowy tworzy przy tym z powierzchnią materiału wysoce odporne połączenie spawane. Po ostygnięciu powstaje warstwa metalu, które może być poddawana obróbce mechanicznej. Cechą szczególną jest tutaj możliwość nakładania kilku identycznych lub różnych warstw metalu, w zależności od potrzeby.
Kontakt