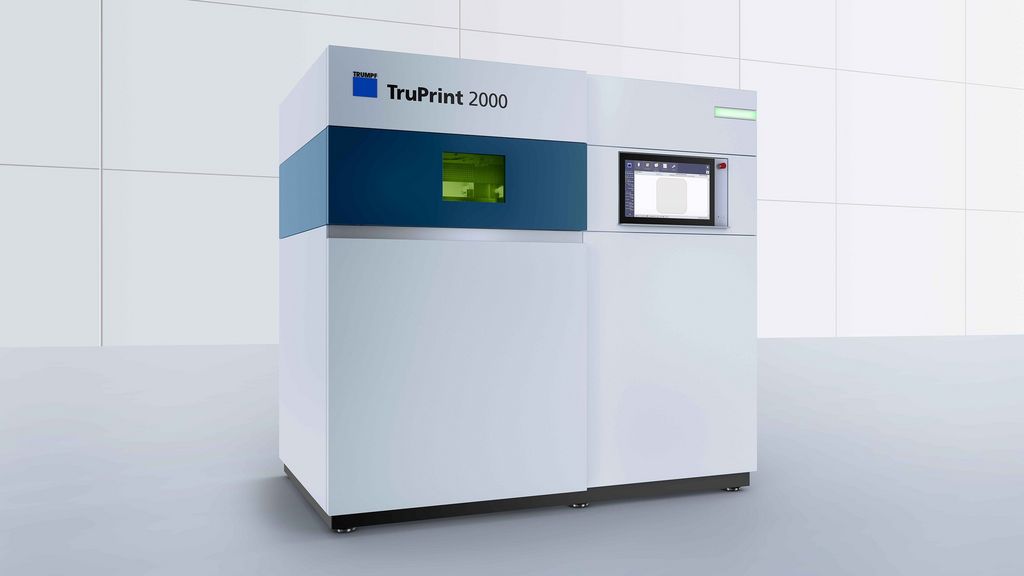
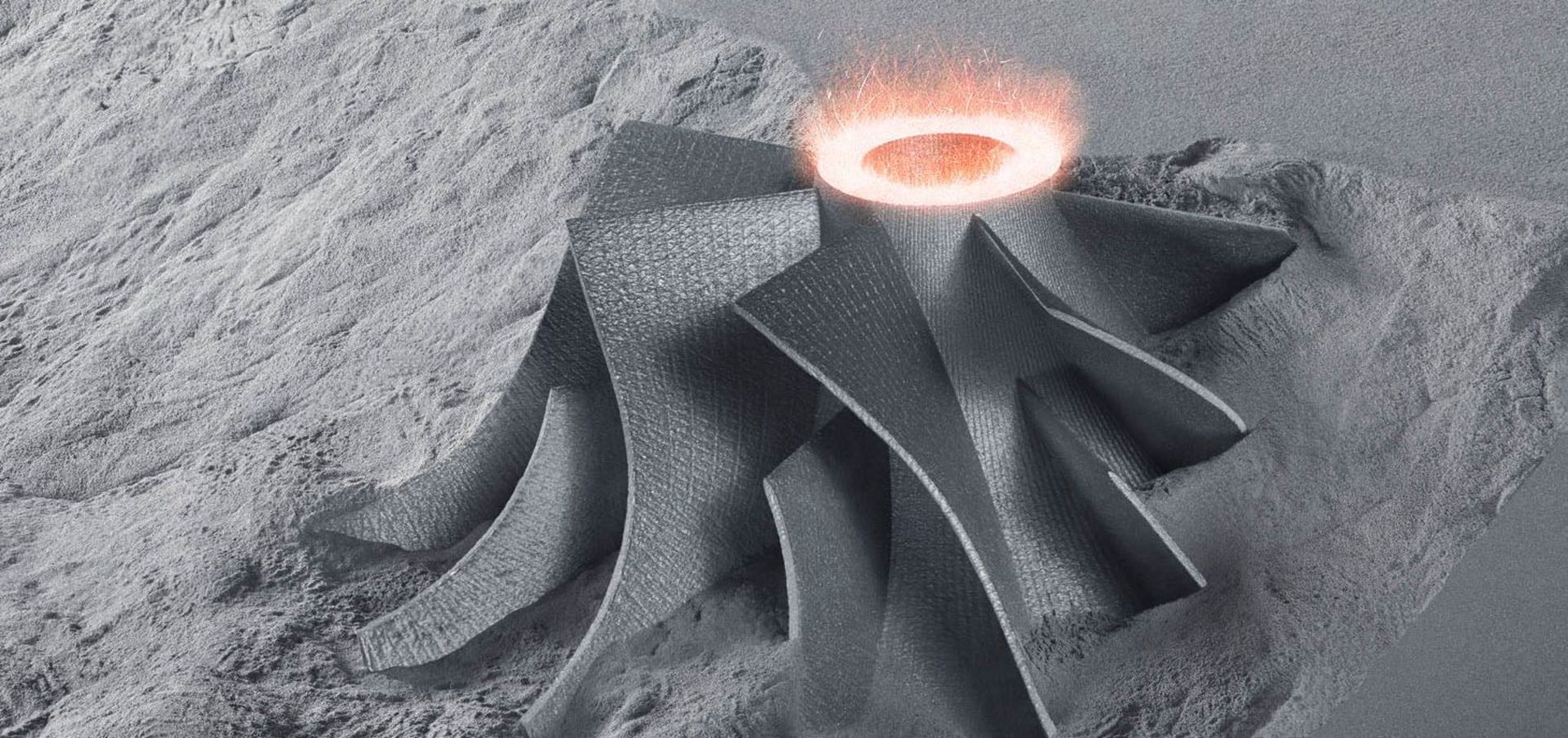
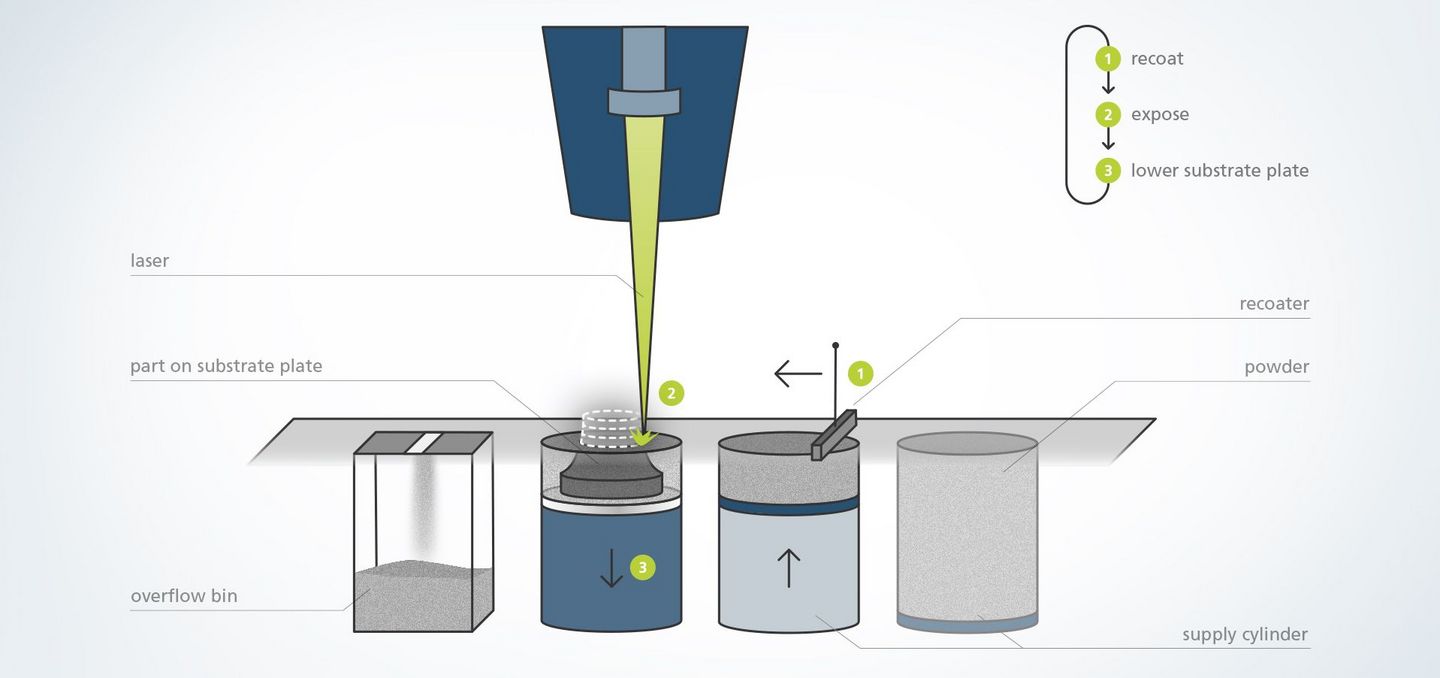
W metodzie laserowego łączenia metali na początku trzeba dysponować wirtualnym, modelem elementu w 3D. Dane projektu są przetwarzane na możliwy do odczytania przez maszynę plik roboczy. Dzieje się to podczas przygotowywania danych. Elementy są przy tym ustawiane na płycie substratu i w razie konieczności nanoszone są struktury wspomagające. W ten sposób wytwarzane części są dzielone na pojedyncze warstwy ("plastry"), wytwarzane w procesie druku i odpowiednio definiowane są tory lasera "przyporządkowanie"). Warstwowa budowa elementu odbywa następnie w komorze procesowej na płytce substratu, w osłonie gazu ochronnego. W komorze obok siebie w jednej osi są rozmieszczone cylindry: magazynujący, konstrukcyjny i przelewowy. Powlekacz tłoczy proszek z cylindra magazynującego do cylindra roboczego (1). Następnie laser stapia pierwszą warstwę proszku zależnie od konturu detalu wraz z leżącą poniżej warstwą (2). W następnym kroku cylinder roboczy obniża się o jedną warstwę (3). Element jest tworzony w tzw. łożu proszku. Nadmiar proszku trafia do cylindra przelewowego. Ten proces powtarza się tak długo, aż zostanie wygenerowany cały element. Aby zwiększyć produktywność, firma TRUMPF stosuje w swoich systemach kilka laserów pracujących jednocześnie. Jest to tzw. metoda obróbki wielolaserowej. Gotowa część jest następnie oczyszczana z metalowego proszku w stacji wypakowywania. Następnie element jest oddzielany od płytki, usunięte zostają struktury wspierające, jeżeli były używane, i w razie potrzeby odbywa się obróbka wykańczająca przedmiotu.
Laserowe łączenie metali – zalety, zasady działania i zastosowania addytywnej technologii
Laserowe łączenie metali, z angielskiego "Laser Metal Fusion (LMF)“, jest addytywną metodą produkcji, polegającą na budowaniu krok po kroku elementu ze sproszkowanego metalu. W tym celu laser stapia metalowy proszek dokładnie w miejscach tworzenia nowych warstw materiału, wyznaczanych przez dane konstrukcyjne CAD tworzonego elementu. Dlatego ta metoda jest często określana mianem metalowego druku 3D. W branży stosuje się też określenie "spiekanie laserowe" lub "topienie laserowe". Ta metoda nadaje się optymalnie do produkcji seryjnej części o złożonej geometrii z filigranowymi kanałami wewnętrznymi i pustymi komorami, których wytwarzanie tradycyjnymi metodami takimi jak toczenie, frezowanie lub szlifowanie byłoby niemożliwe lub bardzo nieefektywne. W procesie przemysłowego druku 3D powstają elementy, wykazujące wysoką stabilność i jednocześnie niewielką masę – jest to szczególnie korzystne w budowie lekkich konstrukcji lub wytwarzaniu implantów i protez na wymiar. Ponadto metalowe łączenie metali jest zrównoważoną metodą produkcji, ponieważ w porównaniu z obróbką ubytkową nie powstają wióry i nie jest marnowany materiał. Prawie dwadzieścia lat doświadczenia w dziedzinie technologii addytywnej pozwala firmie TRUMPF oferować kompletne pakiety przemysłowe z wykorzystaniem sproszkowanego metalu, obejmujące maszyny, usługi i cyfryzację – wszystko od jednego dostawcy. Od identyfikacji części do gotowego produktu i jeszcze dalej – zapewniamy kompletny łańcuch procesów każdego klienta.
Dzięki LMF użytkownicy mogą tworzyć funkcjonalne elementy bezpośrednio z modeli 3D CAD – na przykład struktury elastyczne lub obrotowe.
Metoda LMF umożliwia produkcję z chłodzeniem konturów. Odprowadzają one ciepło bezpośrednio w miejscu jego powstawania.
Produkcja addytywna pozwala na tworzenie drobnych struktur w złożonych kształtach.
Dowolność konstrukcji: w druku 3D metali konstrukcja i warunkuje produkcję elementu – inaczej niż w przypadku konwencjonalnych metod produkcji.
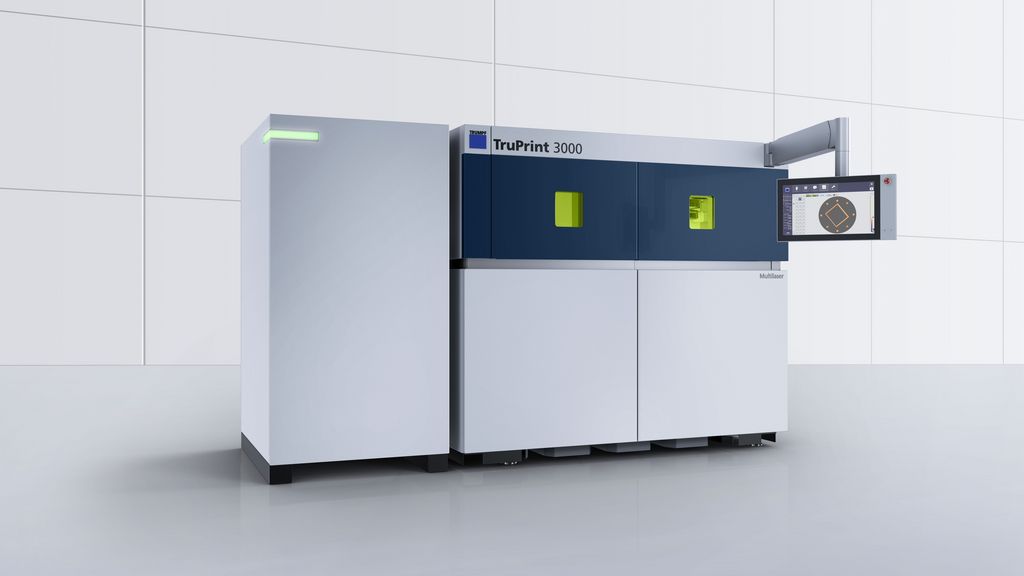
Podczas metalowego druku 3D praktycznie nie występują czasy przezbrajania. Dzięki opcji Multilasera oraz komponentom automatyki można zwiększyć wydajność produkcji.
System przemysłowego zarządzania detalami i proszkiem marki TRUMPF zwiększa rentowność produkcji.
Zamknięty obieg proszku zapewnia czyste i bezpieczne środowisko produkcyjne.
Krótkie wyjaśnienie procesu laserowego łączenia metali
Krótkie objaśnienie druku 3D metali


Obszary zastosowań – tak różnorodne jak sama technologia

Implant czaszkowy
Metalowe łączenie metali spełnia wysokie wymogi dotyczące jakości i bezpieczeństwa, obowiązujące w produkcji wyrobów medycznych i implantów. W ciągu 8 godzin i 45 minut, przy zastosowaniu 5000 warstw powstał np. ten spersonalizowany implant czaszki z tytanu.

Kątownik montażowy
W lotnictwie i kosmonautyce najważniejsze znaczenie ma lekka konstrukcja przy jednoczesnym dobrym przepływie sił wewnątrz przedmiotu obrabianego. Ta tzw. konstrukcja o zoptymalizowanej topologii daje się łatwo wytwarzać metodą sproszkowanego metalu – jak w przypadku przedstawionego kątownika montażowego do drzwi samolotowych, który zbudowano w ciągu 8 godzin przy użyciu prawie 2700 warstw.

Blok hydrauliczny
Przedstawiony tutaj blok hydrauliczny jest stosowany do sprzęgania zaworu sterującego z siłownikiem hydraulicznym. Produkcja metodą laserowego łączenia metali pozwala zmniejszyć jego całkowitą objętość o 80% i zredukować spadek ciśnienia o 93% – bez utraty funkcjonalności. Budowa odbyła się bez struktur wspierających i została ukończona w ciągu 11 godzin.

Rozdzielacz wtryskowy
Tradycyjnie do produkcji tego rozdzielacza wtryskowego wymagane było pięć pojedynczych detali. Metodą laserowego wytapiania materiału proszkowego można wytwarzać bezpośrednio gotowy element. LMF umożliwia łatwe generowanie skomplikowanych kanałów termicznych, dopasowanych do konturu elementu. Ponadto klienci odnoszą korzyść ze skrócenia czasu cyklu i stabilności termicznej procesu produkcji, któremu towarzyszy minimalna ilość odrzutów. Rozdzielacz wtryskowy przedstawiony na ilustracji został wykonany w ciągu 70 godzin.

Belka osi
W branży motoryzacyjnej metoda laserowego wytapiania materiału proszkowego umożliwia szybkie wytwarzanie złożonych, funkcjonalnych prototypów bez użycia narzędzi. Addytywna produkcja przedstawionej belki o zoptymalizowanej konstrukcji i topologii osi trwała pięć godzin.

Płytka dentystyczna
Również branża dentystyczna korzysta z wielu zalet produkcji addytywnej. Warstwa po warstwie można budować elementy o dowolnym stopniu złożoności z biokompatybilnego materiału, z zachowaniem wysokiej precyzji i w ciągu rekordowego czasu. Przedstawioną płytkę dentystyczną z koronami zębowymi wytworzono w ciągu ok. trzech godzin, wykonując około 1200 warstw.

Element z obszaru badań i rozwoju.
W przypadku rozwoju zastosowań lub parametrów stosowane jest odpowiednie zadanie konstrukcyjne. Długie pręty są obrabiane po oddzieleniu płyty substratu od próbek do rozciągania. Pozwala to na kontrolę wytrzymałości i podatności materiału na odkształcenia. Po oddzielaniu i szlifowaniu inne kwadratowe części badane są pod mikroskopem, aby znaleźć ewentualne drobne niedoskonałości. W obu przypadkach celem jest zapewnienie jakości elementu.