Większość giętych detali jest produkowanych w procesie i metodami gięcia swobodnego, gięcia w tłoczniku oraz falcowania i dogniatania. Działają one na tej samej zasadzie: stempel dociska przedmiot obrabiany do wykroju matrycy. Dlatego prasy krawędziowe, na których wykonywane są procesy i metody wymienione powyżej, nazywa się prasami matrycowymi. Oprócz pras matrycowych TRUMPF oferuje również giętarki krawędziowe.
Gięcie – proces i metody

Gięcie swobodne
Przy gięciu swobodnym stempel dociska obrabiany przedmiot do matrycy, bez dociskania go do ściany wykroju. Gdy stempel przemieszcza się w dół, ramiona obrabianego przedmiotu wyginają się w górę i powstaje kąt. Im głębiej stempel wpycha obrabiany przedmiot w matrycę, tym ostrzejszy będzie kąt. Pomiędzy stemplem i matrycą pozostaje wolna przestrzeń. Przy gięciu swobodnym mówi się o procesie zależnym od ścieżki. Dla każdego kąta potrzebna jest dana ścieżka. Sterowanie oblicza ścieżkę i jednocześnie potrzebną siłę nacisku. Ścieżka i siła nacisku zależą od narzędzi i właściwości materiałów i produktów (kąt, długość).
Gięcie w tłoczników
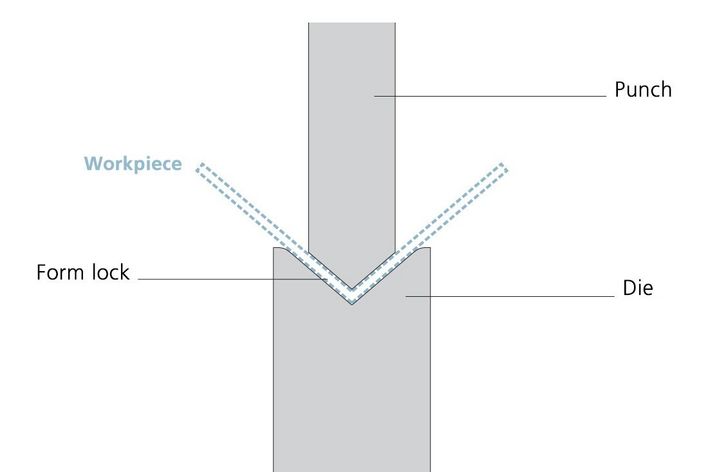
Podczas gięcia w tłoczniku stempel wciska obrabiany przedmiot całkowicie w matrycę, tak że między matrycą, przedmiotem obrabianym i stemplem nie ma wolnej przestrzeni. Proces ten nazywany jest połączeniem kształtowym. Stempel i matryca muszą dokładnie pasować do siebie. Dlatego dla każdego kąta i kształtu wymagane jest specjalne narzędzie Jeżeli przedmiot obrabiany jest całkowicie wciśnięty, stempel nie może poruszać się w dół. Jednakże układ sterowania maszyny zwiększa siłę dociskową tak długo, aż osiągnie ona wartość zadaną. Powoduje to zwiększenie nacisku na przedmiot obrabiany, który przyjmuje kontury stempla i matrycy. Pod dużym naciskiem kąt się stabilizuje, co pozwala na prawie całkowite wyeliminowanie odsprężynowania.

Falcowanie i dogniatanie
Krawędzie blachy są często całkowicie wygięte, na przykład, krawędzie pudełek. Ramiona gnące są równoległe względem siebie. Powoduje to, że gotowa część jest bardziej stabilna lub tworzy ochronę krawędzi. Zakładki są często potrzebne, aby później zawiesić na nich inną część. Falcowanie i dogniatanie następuje w dwóch etapach: w pierwszym etapie operator wygina kąt 30°. Potem ponownie zakłada obrabiany przedmiot i dogina kąt. O falcowaniu mówi się wtedy, gdy pomiędzy ramionami gnącymi pozostanie szczelina. Podczas dogniatania ramiona są całkowicie dociśnięte do siebie. Falcowanie jest zależne od ścieżki. Dogniatanie jest z kolei zależne od mocy.

Gięcie na zaginarce
Jarzmo wbudowane w maszynach składa się z ceownika, na którym zamontowane jest górne i dolne narzędzie do gięcia. Podczas zginania ceownik przesuwa się w górę lub w dół lub też obracając się wykonuje niewielki ruch po elipsie. Giętarki krawędziowe pracują półautomatycznie i charakteryzują się szybkością i elastycznością, zwłaszcza przy mniejszej liczbie sztuk. Dzięki technologii gięcia na zaginarce można wydajnie wyginać promienie różnej wielkości na elemencie tym samym narzędziem.



Kontakt