W przypadku wiercenia laserowego krótki impuls laserowy stapia i odparowuje materiał wysoką gęstością mocy. Powoduje to stopienie i odparowanie materiału. Im większa energia impulsu, tym więcej materiału ulega stopieniu i odparowaniu. Podczas odparowywania objętość materiału w otworze gwałtownie wzrasta i powstaje wysokie ciśnienie. Ciśnienie pary wypycha stopiony materiał z otworu. Specjalnością jest obróbka laserowa o ultrakrótkim czasie impulsu w zakresie pikosekund. Materiał jest odparowywany bezpośrednio ze stanu technicznego stałego poprzez sublimację bez topienia materiału – element nie jest podgrzewany w procesie. Z biegiem czasu z tej podstawowej zasady rozwinęło się kilka metod wiercenia.
Wiercenie
Promień lasera przy wierceniu laserowym wytwarza otwory o różnych rozmiarach, od najdrobniejszych po największe, w różnych materiałach w sposób bezdotykowy.

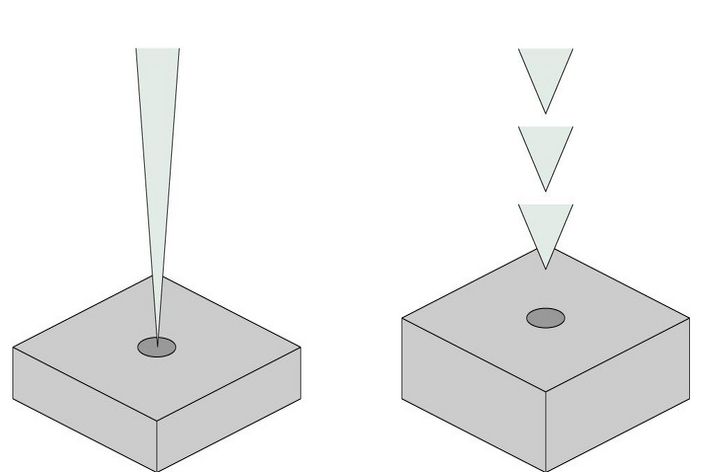
Wiercenie z pojedynczym impulsem i wiercenie udarowe
W najprostszym przypadku pojedynczy impuls laserowy o stosunkowo wysokiej energii tworzy otwór. W ten sposób można bardzo szybko wykonać wiele otworów. W wierceniu udarowym otwór jest tworzony przez kilka impulsów laserowych o krótszym czasie impulsu i energii impulsu. Ta metoda wiercenia pozwala uzyskać głębsze i bardziej precyzyjne otwory niż wiercenie z pojedynczym impulsem. Wiercenie udarowe umożliwia również wykonywanie mniejszych średnic otworów.
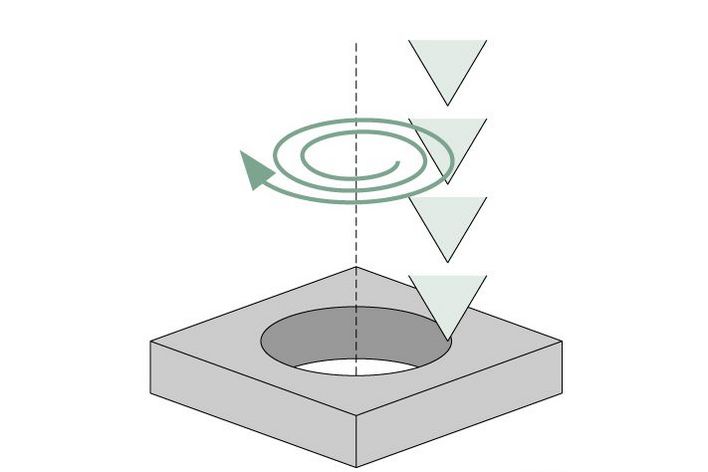
Wiercenie trepanacyjne
W przypadku trepanacji otwór jest również tworzony przez kilka impulsów laserowych. Najpierw laser wierci otwór początkowy za pomocą wiercenia udarowego. Następnie powiększa otwór początkowy, przemieszczając się nad przedmiotem obrabianym po kilku, coraz większych torach kołowych. Większość stopionego materiału jest wypychana w dół z otworu.
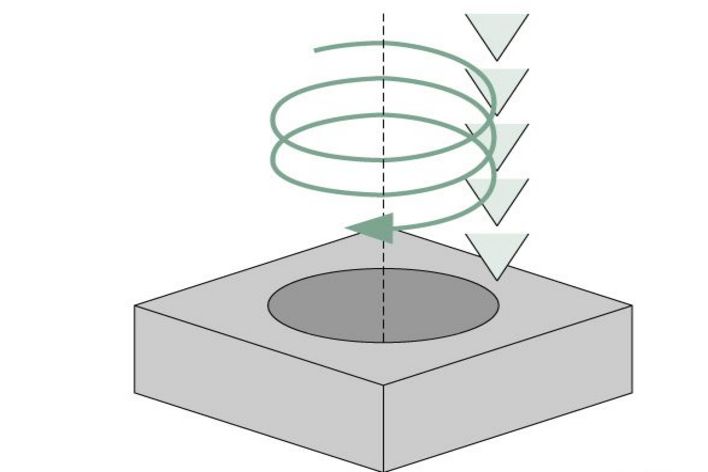
Wiercenie śrubowe
W przeciwieństwie do trepanacji, wiercenie śrubowe nie tworzy otworu początkowego. Laser porusza się po torze kołowym nad materiałem od pierwszych impulsów. Powoduje to ucieczkę dużej ilości materiału w górę. Laser przemieszcza się w dół po spiralnych schodach. Ognisko można regulować tak, aby zawsze znajdowało się na dnie otworu. Gdy laser przeniknie przez materiał, można dodać kilka kolejnych rund. Służą one do poszerzenia dolnej części otworu i wygładzenia krawędzi. Wiercenie śrubowe może być wykorzystywane do tworzenia bardzo dużych i głębokich otworów o wysokiej jakości.
Kontakt