Różnorodność materiałów
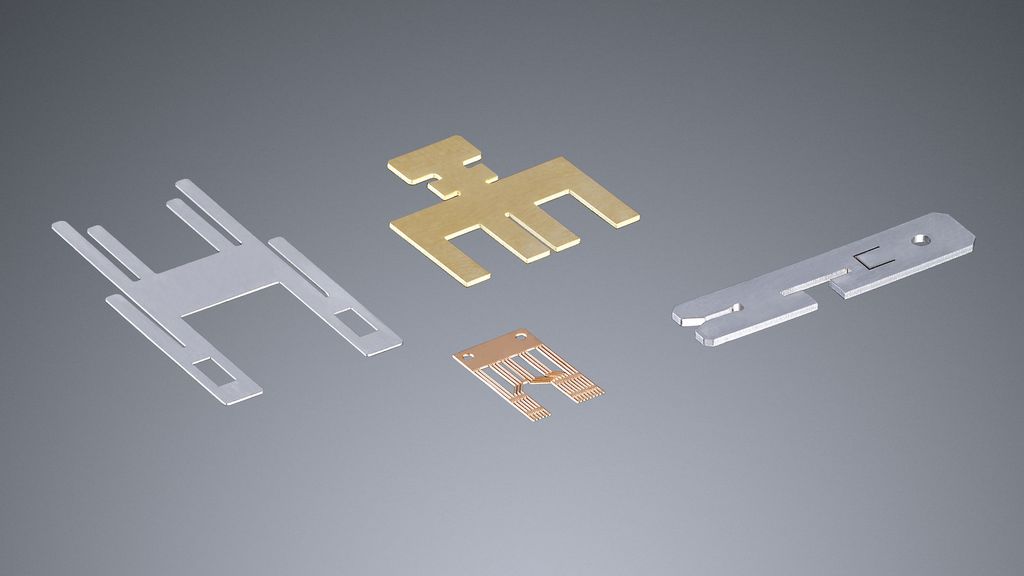
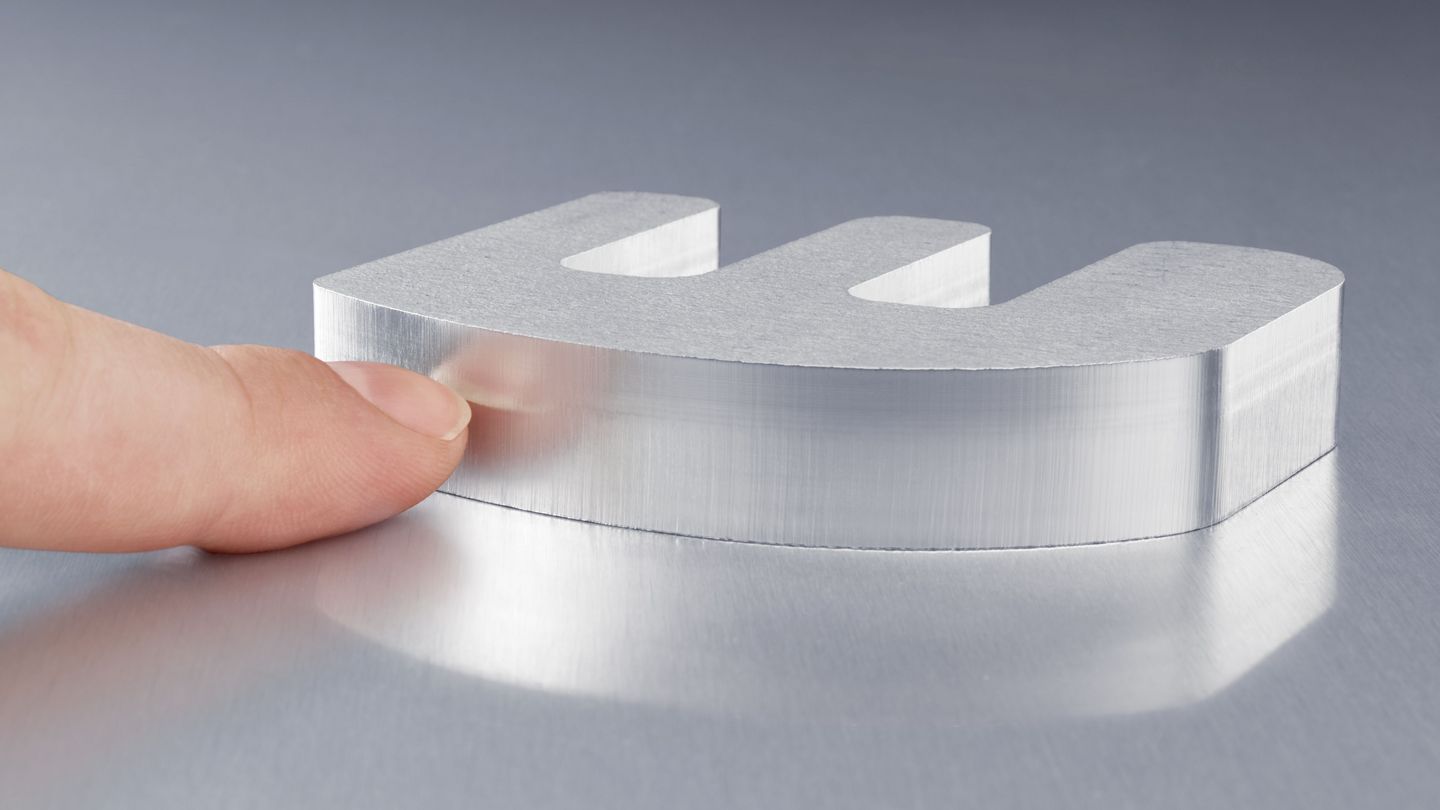
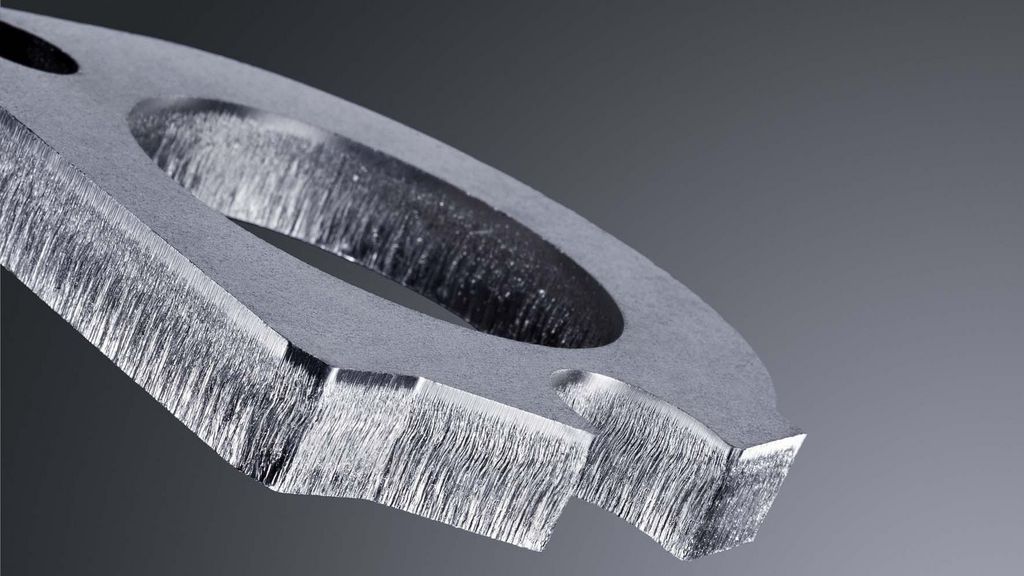
Laserem można bezpiecznie i nienagannie ciąć wszystkie materiały wykorzystywane powszechnie w obróbce przemysłowej — od stali przez aluminium, stal szlachetną i metale kolorowe aż do tworzyw niemetalowych, takich jak tworzywa sztuczne, szkło, drewno czy ceramika. Za pomocą tego narzędzia można ciąć blachy o bardzo zróżnicowanej grubości — od 0,5 do ponad 30 milimetrów. Tak ekstremalnie szerokie spektrum materiałów sprawia, że laser jest numerem 1 wśród narzędzi tnących do wielu zastosowań w obszarze metali i tworzyw niemetalowych.