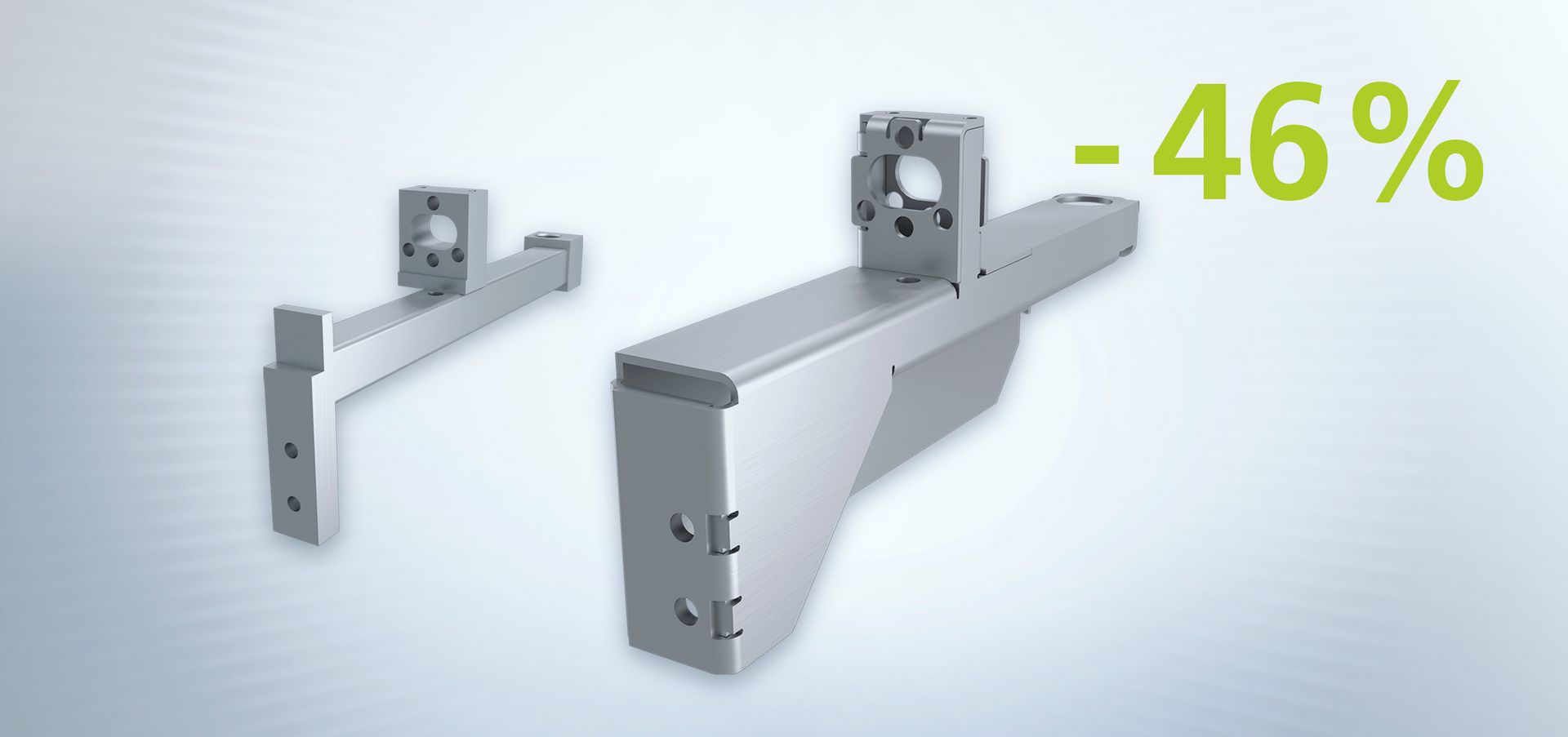
Zoptymalizowana konsola
Odpowiednie zagięcia pozwalają na bardziej ekonomiczną konstrukcję części. Rezultat: obniżenie liczby pojedynczych detali i etapów procesu. Przedstawiona konsola początkowo składała się z trzech części połączonych czterema spoinami i oddzielnie wyciętego gwintu. Część skonstruowana ponownie składa się tylko z jednej części giętej – bez spawania. Dodatkowe zagięcie pozwala na redukcję grubości blachy i formowanie gwintu bezpośrednio na wykrawarce.