Veelzijdigheid aan materialen
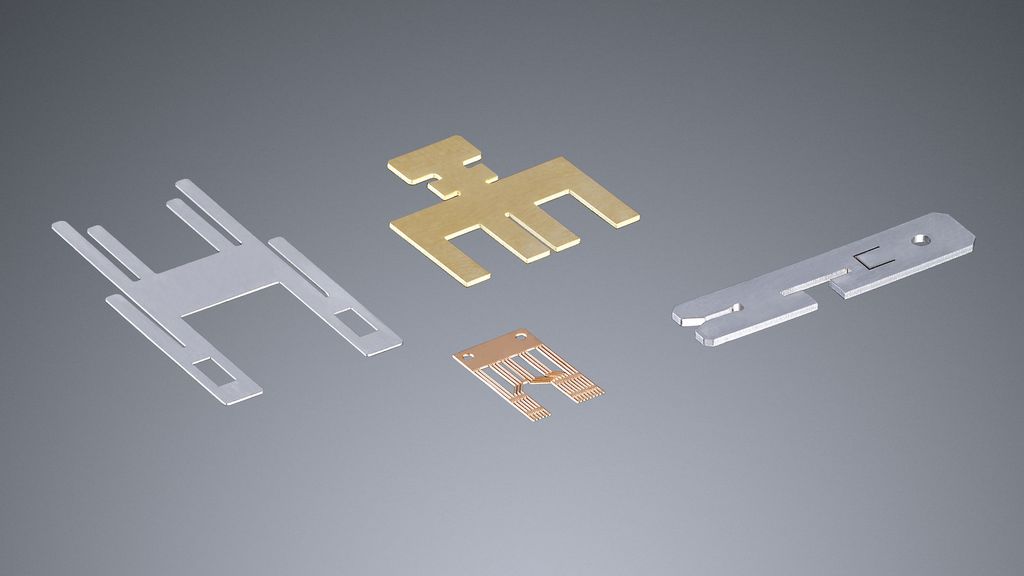
Alle materialen die gebruikelijk zijn bij industriële bewerking – van staal, aluminium, roestvrij staal en non-ferrometalen tot niet-metalen materialen zoals kunststof, glas, hout of keramiek – kunnen met de laser veilig en kwalitatief hoogwaardig worden gesneden. De machine kan platen van zeer uiteenlopende dikten van 0,5 tot meer dan 30 millimeter snijden. Dit extreem brede scala aan materialen maakt de laser de nummer 1 onder de snijmachines voor veel toepassingen op het gebied van metalen en niet-metalen.