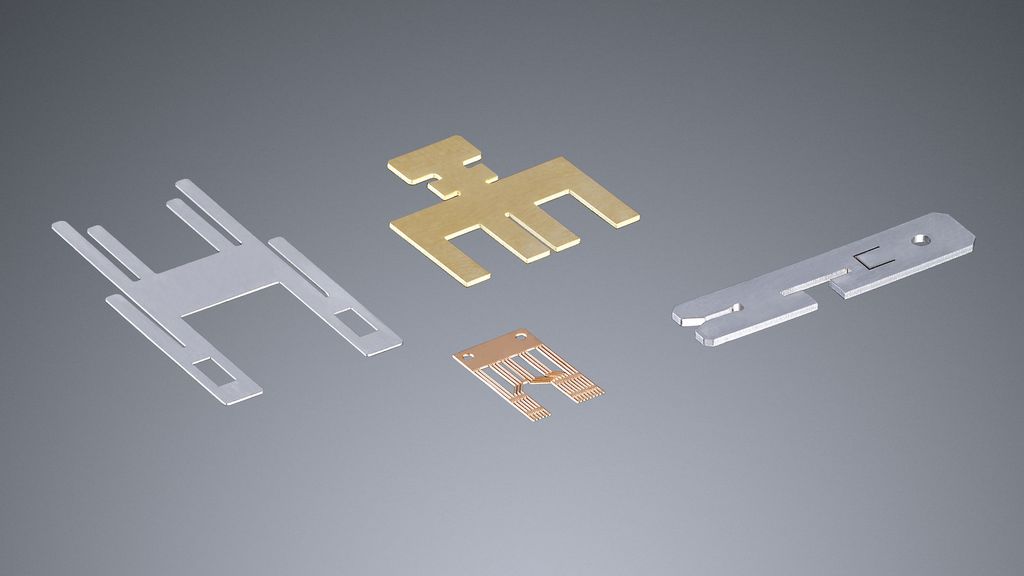
재료 다양성
산업 가공 분야에서 사용되는 모든 소재들은 - 강철에서부터 알루미늄, 스테인레스 스틸, 색판은 물론, 플라스틱, 유리, 목재 또는 세라믹과 같은 비금속 소재에 이르기 까지 - 레이저를 사용하여 안전하고 깨끗하게 높은 품질로 절단할 수 있습니다. 공구를 사용하여 0.5mm에서 30mm 이상의 매우 다양한 두께의 철판을 절단할 수 있습니다. 사용할 수 있는 재료의 선택 폭이 매우 넓기 때문에, 다양한 방식의 금속, 비금속 분야에서 레이저는 절단 도구 중 최고의 대접을 받습니다.