
딥 그라비어
툴 구조와 형태 구성 또는 차대번호의 경우 레이저 각인은 더 깊게, 최대 밀리미터 깊이까지 이루어져야 합니다. 필요한 깊이에 도달하려면, 각 층에서 여러 차례 가공이 수행되어야 합니다.

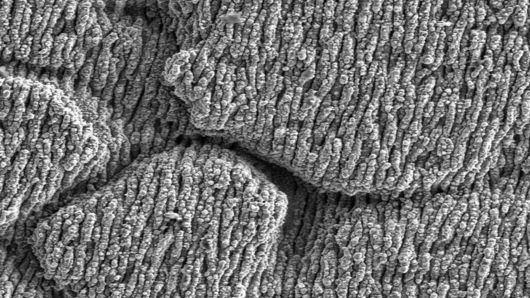
레이저 각인 시 레이저 빔에 의해 재료가 어블레이션되면 다양한 표면 구조를 가진 함몰부가 생성됩니다. 바로 레이저 그라비어입니다. 다양한 재료를 레이저를 이용해 조각할 수 있습니다. 금속에서 레이저 각인을 실행할 경우 예를 들어 검은색으로 나타나는 거친 구조와 흰색으로 나타나는 매끄러운 구조가 나타납니다.
레이저 각인 절차는 자동차 산업이나 전자 기계 부문에서 빈번하게 사용됩니다. 하지만 래피드 프로토타이핑과 쾌속 툴링에서도 라벨과 딥 그라비어 대신 레이저 각인이 자주 사용됩니다.
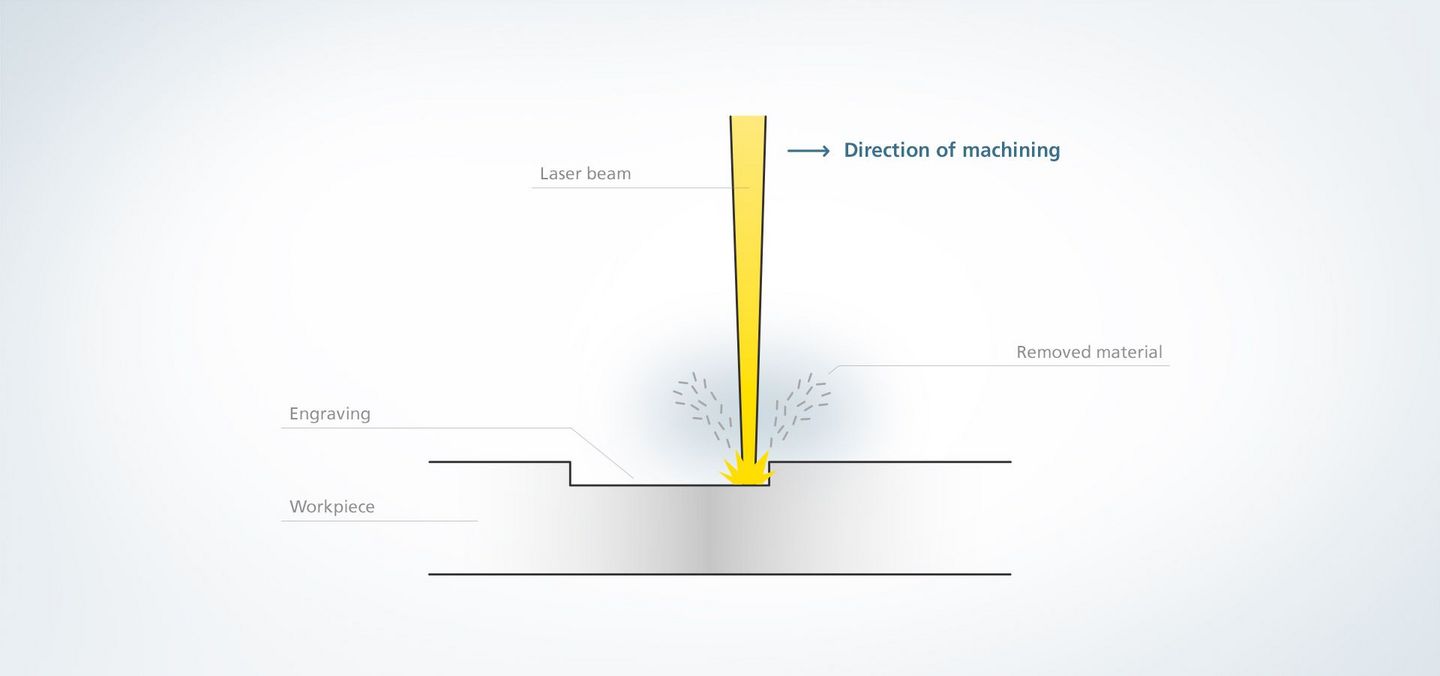
레이저 각인 과정에서 표시는 용융과 기화 어블레이션이 함께 작용하여 새겨집니다. 이때 레이저 빔의 에너지 밀도는 재료가 가공 중 용융되고 부분적으로 기화될 정도로 높습니다. 공작물에는 함몰이 발생합니다. 바로 레이저 그라비어입니다. 일반적으로 이 레이저 그라비어는 10 ~ 50μm 깊이를 갖습니다. 기화된 재료의 증기압에 의해 가장자리의 용융된 부분이 밀려나간 후 냉각 시 멜팅 버로 굳습니다. 조각부의 형태는 U자 형태로, 레이저가 소재 안으로 깊게 들어갈수록 용융물이 완전히 흘러나오지 않기 때문에 점점 가늘어집니다. 열 유입은 레이저 스폿이 작아 지엽적으로만 이루어지며, 펄스가 매우 짧아 시간도 심하게 제한됩니다.
비접촉식 정밀 레이저 툴은 소재를 각인하고 어블레이션할 때 다양한 장점을 보여줍니다. 필요에 따라 선택 가능한 펄스 주파수와 펄스 폭에 의해 각각의 레이저 조각을 소재와 원하는 품질에 맞게 조정할 수 있습니다.
소재 안으로의 압입 깊이가 높지만 레이저 각인은 높은 반복 비율과 이에 따른 짧은 주기 시간을 가집니다. 즉 가열 냉각과 비교하여 더 빠른 절차입니다.
레이저로 소재에 함몰부로 만들어진 마킹은 외부 영향에 대해 매우 견고합니다.
국지적인 열 유입 방식 덕분에 예를 들어 온도에 민감한 센서나 전자식 칩을 마킹할 수 있습니다.
레이저 출력을 필요에 따라 조정할 수 있어서 마킹 결과가 항상 일정하게 유지됩니다.