材料の多様性
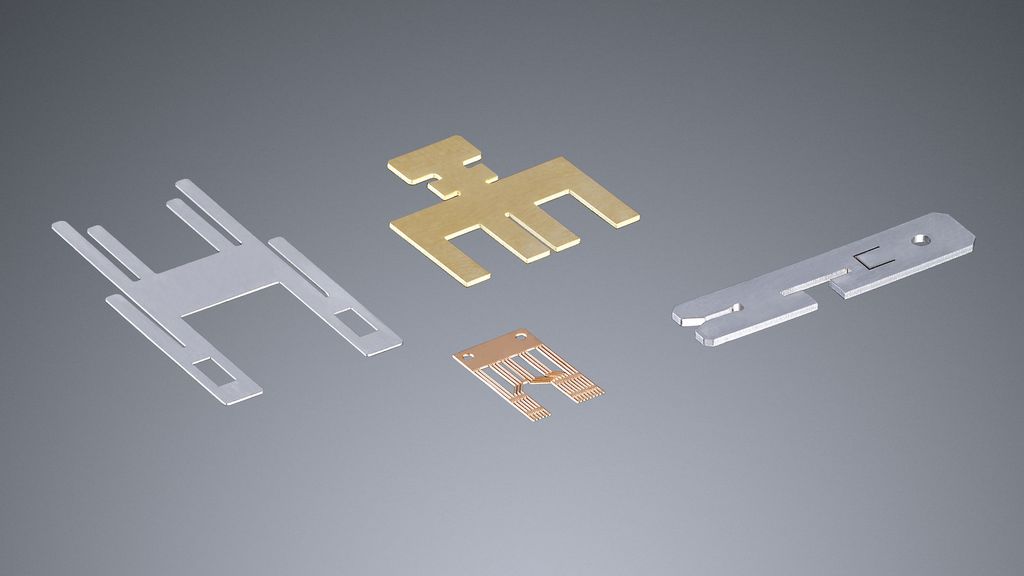
レーザーでは、鋼、アルミニウム、ステンレススチールや非鉄金属、そしてプラスチック、ガラス、木材やセラミックなどの非金属材料を含めて、産業用加工で普及しているあらゆる材料を、高い安全性と品質で切断することができます。このツールでは多種多様な板厚が切断可能であり、その範囲は0.5から30ミリメートル以上にまでわたります。このように極めて幅広い材料に対応可能であるため、レーザーは金属及び非金属領域での多数の用途でナンバー1の切断ツールです。