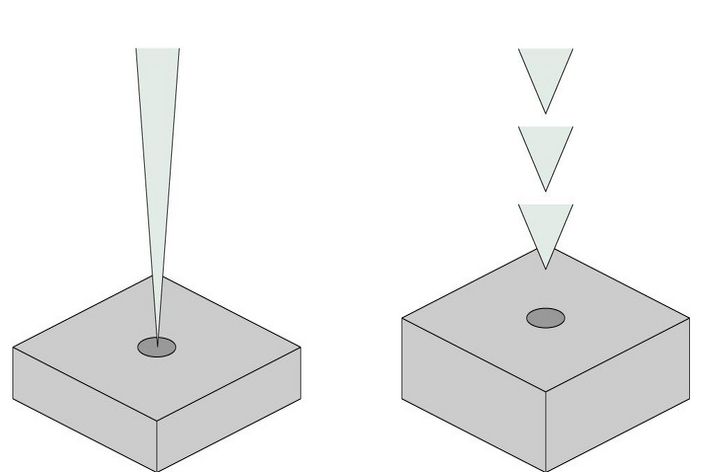
Un breve impulso laser ad alta densità di potenza introduce energia nel pezzo in un intervallo di tempo molto breve. Il materiale si fonde ed evapora . Maggiore è l'energia dell'impulso, maggiore è l'entità della fusione e dell'evaporazione del materiale. Con l'evaporazione aumenta bruscamente il volume del materiale nel foro e si crea una pressione elevata. Questa tensione di vapore spinge il materiale fuso fuori dal foro.
Un caso speciale è rappresentato dalla lavorazione laser con laser a impulsi ultrabrevi in termini di picosecondi. Il materiale evapora per sublimazione senza fondersi, direttamente dallo stato solido - il componente non viene riscaldato.
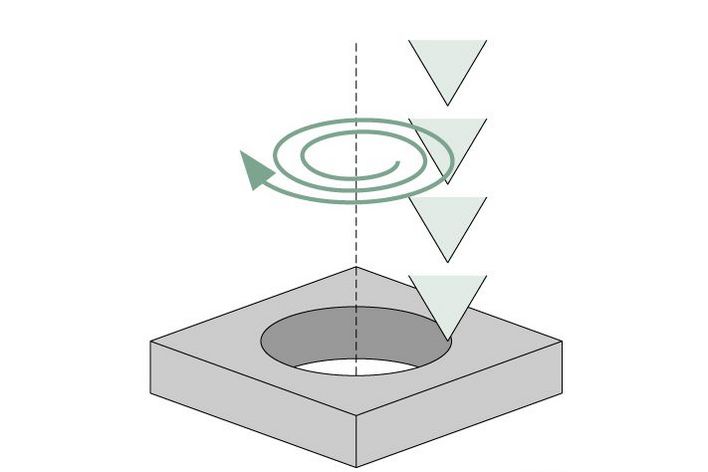
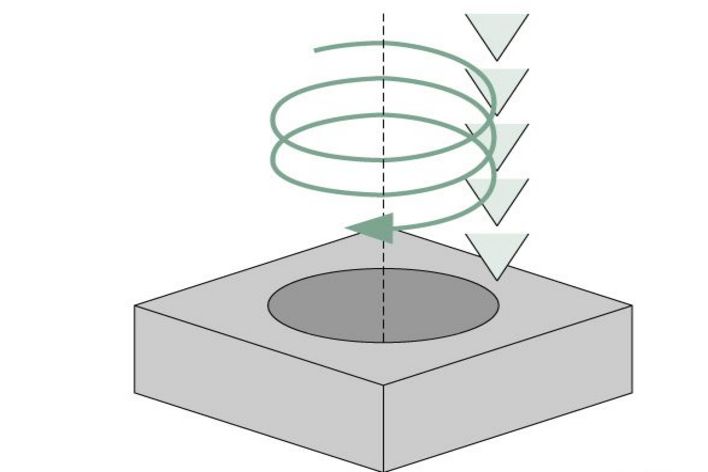
Nel corso del tempo si sono sviluppati dal principio di base diversi metodi di foratura: