Varietà di materiali
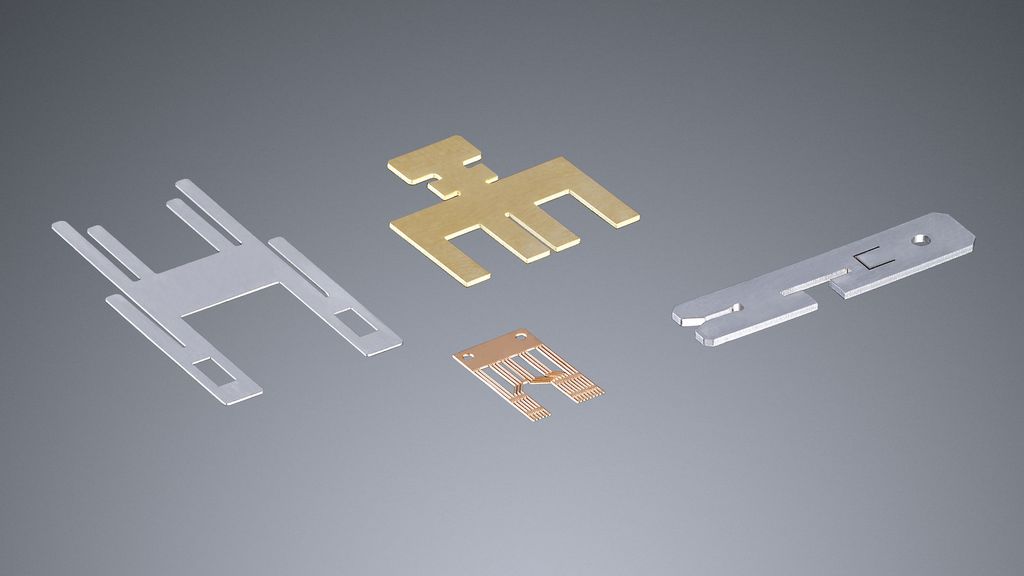
Tutti i materiali di uso più comune nella lavorazione industriale, dall'acciaio all'alluminio, all'acciaio inox e alle lamiere colorate, fino a materiali non metallici, come materiali plastici, vetro, legno o ceramiche, possono essere tagliati con il laser in modo sicuro e con risultati di alta qualità. Con questo utensile si possono tagliare lamiere di svariati spessori: da 0,5 fino a oltre 30 millimetri. Questo spettro ampissimo di materiali rende il laser il migliore tra gli utensili da taglio per molte applicazioni nel settore dei metalli e dei non metalli.