La maggior parte dei pezzi da piegare viene lavorata con i processi e metodi di piegatura libera, piegatura di coniatura e aggraffatura e appiattimento. Questi funzionano secondo lo stesso principio: un punzone spinge il pezzo nell'avvallo della matrice. Per questo motivo le piegatrici, con le quali vengono eseguiti i suddetti processi e metodi, sono chiamate presse piegatrici. Oltre alle presse piegatrici, TRUMPF offre anche le pannellatrici.
Piegatura: processi e metodi

Piegatura libera
Nella piegatura libera, il punzone spinge il pezzo nella matrice senza premerlo però contro le pareti dell'avvallo. Mentre il punzone si sposta verso il basso, i lati del pezzo si piegano verso l'alto creando l'angolo. Maggiore è la profondità con cui il punzone spinge il pezzo nella matrice, più acuto sarà l'angolo. Tra punzone e matrice rimane dunque uno spazio libero. La piegatura è dunque un processo in funzione del percorso. Per ogni angolo è necessario un determinato percorso. Il sistema di comando della macchina calcola questo percorso e contemporaneamente la forza di pressione necessaria per compierlo. Percorso e forza di pressione dipendono dagli utensili e dalle proprietà del materiale e del prodotto (angolo, lunghezza).
Piegatura di coniatura
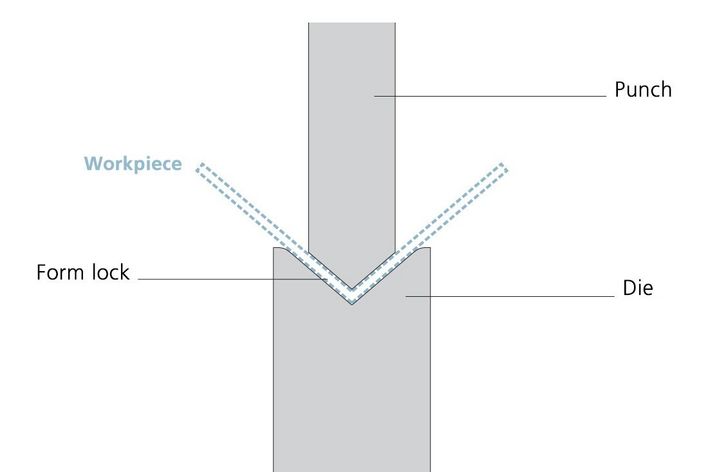
Nella piegatura di coniatura, il punzone spinge il pezzo completamente dentro la matrice in modo da non lasciare spazio libero tra matrice, pezzo e punzone. Questo processo è chiamato accoppiamento geometrico. La forma del punzone deve essere l'esatto contrario di quella della matrice. Pertanto per ogni angolo e ogni forma è necessario utilizzare uno specifico set di utensili. Quando il pezzo è completamente all'interno della matrice, il punzone non può proseguire la spinta verso il basso. Il sistema di comando della macchina continua però ad aumentare la forza di pressione finché non raggiunge il valore prestabilito. Quindi aumenta la pressione sul pezzo, il quale assume così i contorni del punzone e della matrice. L'angolo sottoposto all'alta pressione si stabilizza in modo da eliminare completamente il ritorno elastico.

Aggraffatura e appiattimento
Spesso i bordi della lamiera vengono ripiegati completamente, come nel caso dei bordi delle scatole. I lati di piegatura risultano così paralleli tra loro. Tra i vantaggi ottenibili si individuano una maggiore stabilità del pezzo finito, oppure l'utile creazione di un salvabordi. Spesso le pieghe servono anche per agganciarvi successivamente un altro pezzo. Piegatura e appiattimento avvengono in due passaggi: nel primo l'operatore effettua un angolo di 30°. Poi reinserisce il pezzo e appiattisce l'angolo. Si parla di piegatura quando tra i lati di piegatura rimane una fessura. Con l'appiattimento i lati di piegatura vengono appiattiti completamente l'uno contro l'altro. La piegatura è in funzione del percorso, mentre l'appiattimento è in funzione della forza.

Pannellatura
Il manipolatore oscillante integrato nella macchina è un profilo a C sul quale sono montati l'utensile di piegatura superiore e quello inferiore. Durante la piegatura, il profilo a C si muove verso l'alto o verso il basso, ovvero esegue un piccolo movimento ellissoidale, l'oscillazione. Le pannellatrici sono macchine semiautomatiche caratterizzate in particolare dalla velocità e dalla flessibilità, anche con numeri di pezzi limitati. La tecnologia della pannellatura permette inoltre di piegare con lo stesso utensile raggi di diversa misura sullo stesso pezzo senza perdere in redditività.



Contatto