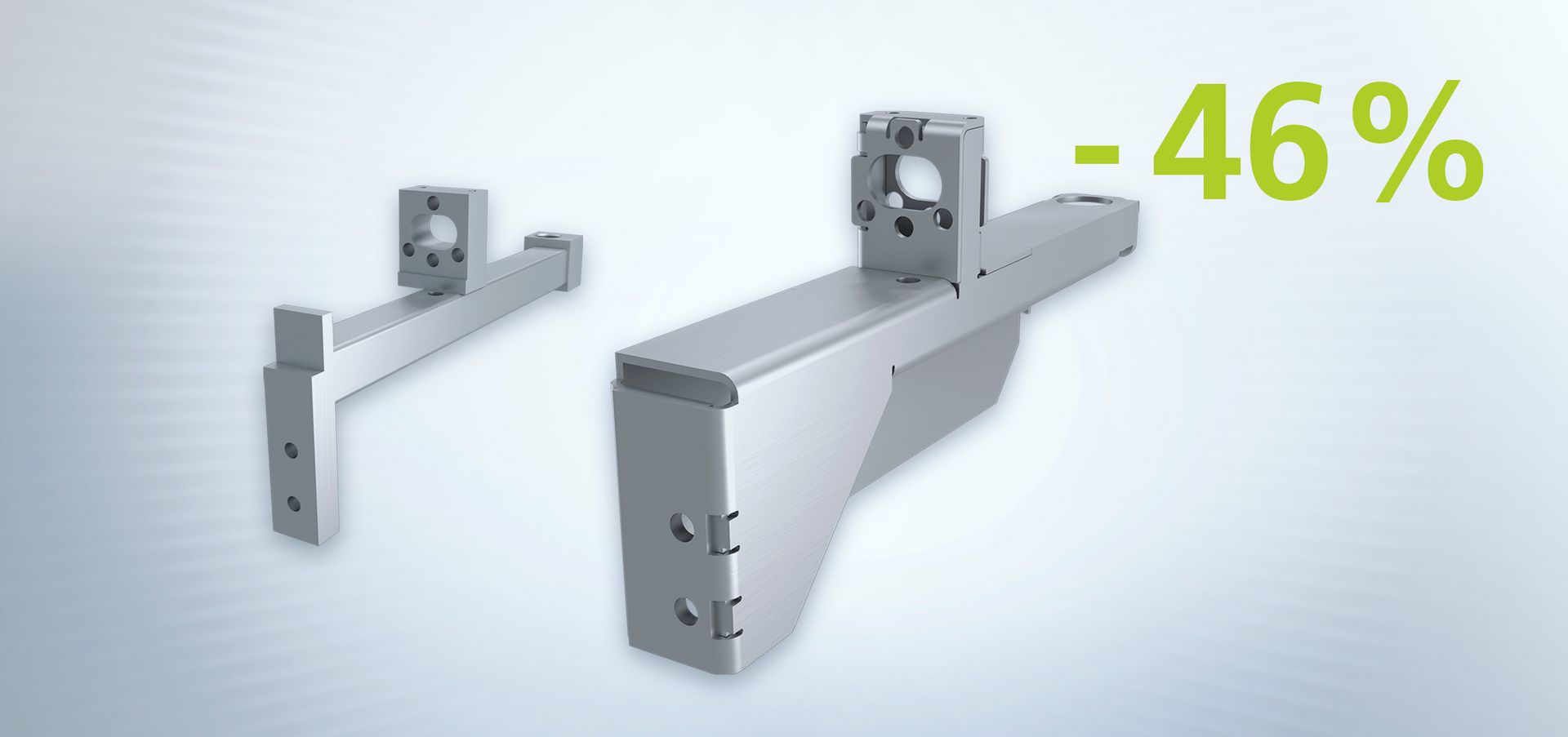
Optimalizált konzol
A megfelelő trükkökkel az alkatrészeit gazdaságosabbá alakítja. A megoldás: csökkenti az egyes alkatrészek és a folyamatlépések számát. Az ábrázolt konzol eredetileg három részből áll négy hegesztési varrattal összekapcsolva, plusz a külön vágott menetből. Ezt csupán egyetlen hajlítandó munkadarabból konstruálják – hegesztés nélkül. Sőt, további hajlítással csökkentheti a lemezvastagságot, és a menetet közvetlenül a stancológépen formázhatja.