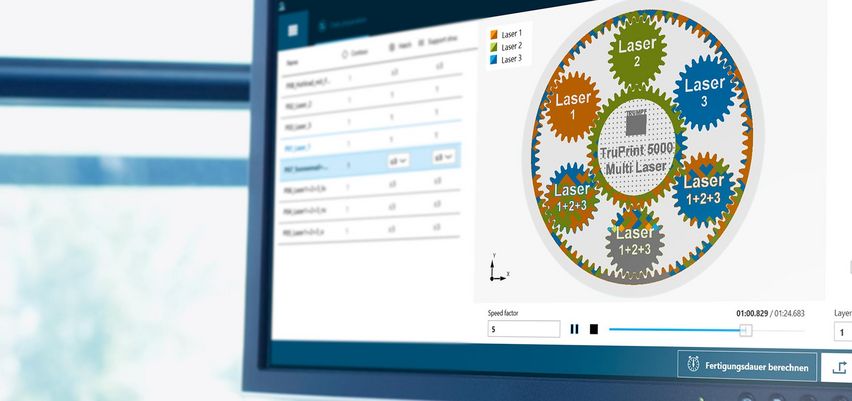
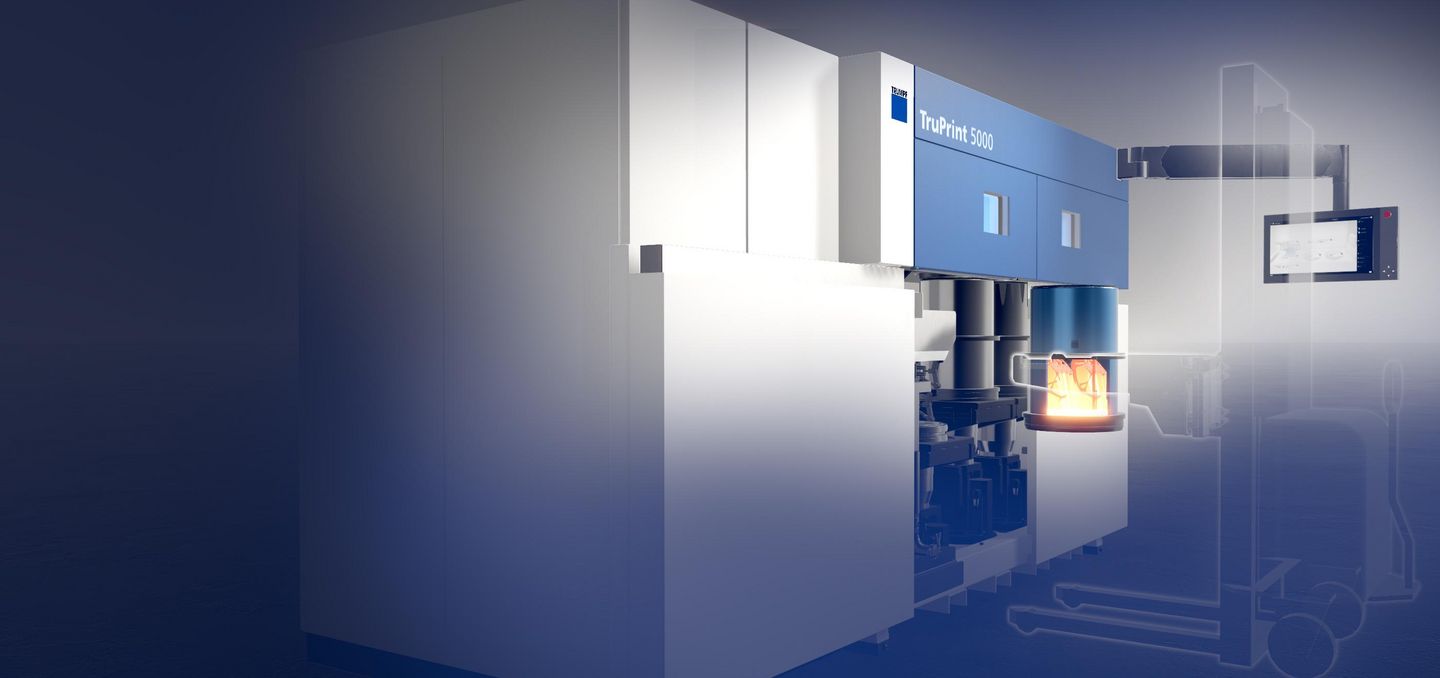




Maximális termelékenység a TRUMPF Fullfield Multilaser-rel
Három 500 wattos Fullfield Multilaser exponálja a rendkívül dinamikus szkennelési stratégiáknak köszönhetően a SCANahead-del egyszerre mindenhol az építőtérfogatot, és így optimális felületminőséget garantálnak, varratok nélkül. Továbbá megtörténik a sugárforrások pozicionálásának automatikus felügyelete az Automatic Multilaser Alignment Plus segítségével, és szükség esetén a korrekciója egy reprodukálható alkatrészminőség érdekében.