A lézerfúrásnál egy magas besugárzási erősségű rövid lézerimpulzus az energiát nagyon rövid idő alatt juttatja a munkadarabba. Ezáltal az anyag megolvad és elpárolog. Minél nagyobb az impulzusenergia, annál több anyag olvad meg és párolog el. Az elpárolgásnál az anyagtérfogat hirtelen megnő a furatban, és magas nyomás jön létre. Ez a gőznyomás kihajtja a megolvadt anyagot a furatból. Egy sajátosság a pikoszekundum tartományban történő lézeres megmunkálás ultrarövid impulzusú lézerekkel. Ekkor az anyag szublimációval közvetlenül, anyagolvasztás nélkül párolog el szilárd halmazállapotból, és közben az alkatrész nem melegszik fel. Az idő folyamán az alapelvből több fúrási eljárást fejlesztettek ki.
Fúrás
A lézersugár a lézeres fúrásnál különböző anyagokban érintésmentesen lyukakat készít – a legfinomabbaktól a nagyobbakig.

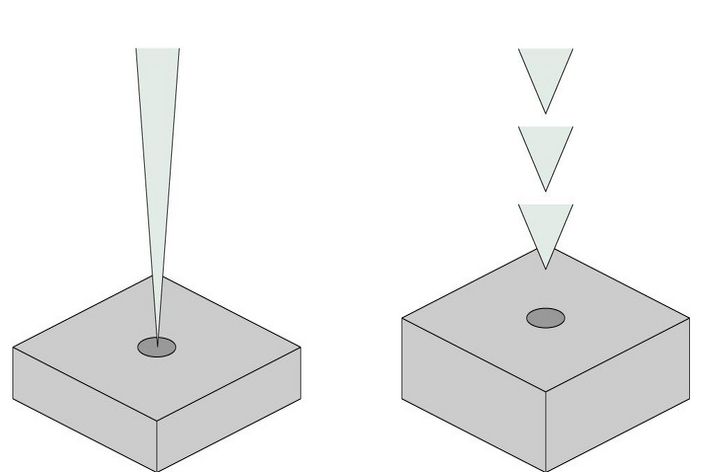
Fúrás egyetlen impulzussal és ütvefúrás
A legegyszerűbb esetben egyetlen egy lézerimpulzus hasonlóan magas impulzusenergiával hozza létre a furatot. Így nagyon hamar sok furat hozható létre. Az ütvefúrásnál a furat több lézerimpulzus segítségével jön létre, kisebb impulzus időtartammal és impulzusenergiával. Ez a fúrási eljárás mélyebb és pontosabb furatokat eredményez, mint az egyetlen impulzussal való fúrás. Az ütvefúrás ezenkívül kisebb furatátmérőket is lehetővé tesz.
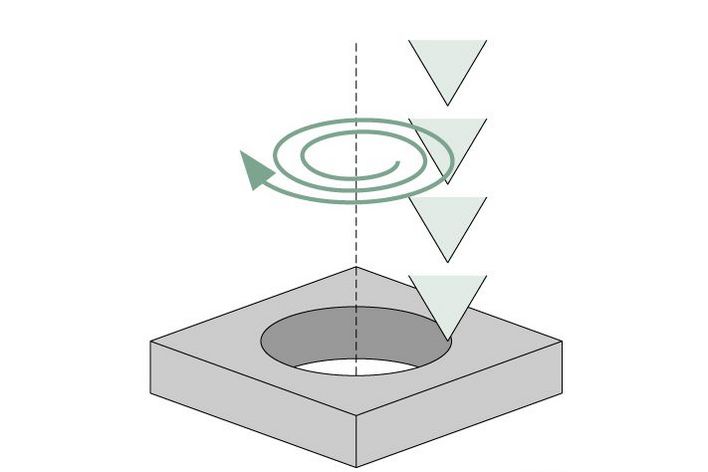
Trepanáló fúrás
A trepanálásnál a furat ugyancsak több lézerimpulzus segítségével jön létre. Először a lézer egy kezdőfuratot fúr ütvefúrással. Utána a munkadarab fölött egyre nagyobb körpályákat leírva nagyítja a kezdőfuratot. Eközben a felolvadt anyag nagy része lefelé távozik a furatból.
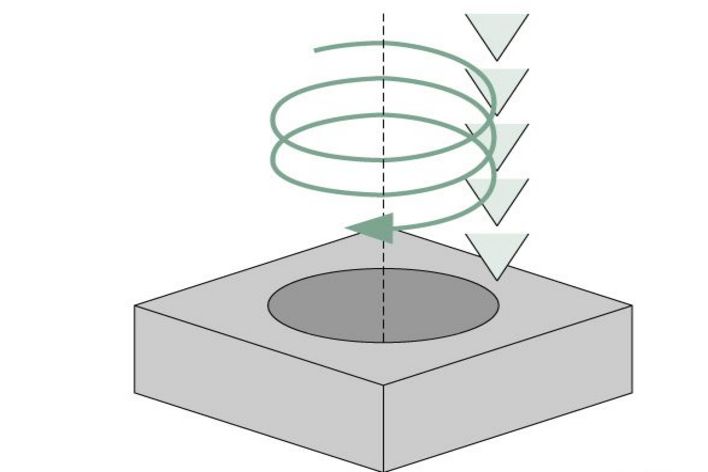
Csavarfúrás
A trepanálástól eltérően a csavarfúrásnál nem jön létre kezdőfurat. A lézer már az első impulzusoknál egy körpályán mozog az anyag fölött. Ezáltal sok anyag lép ki felfelé. A lézer csigalépcső formájában dolgozza magát mélyebbre. Közben a fókusz utánállítható, hogy mindig a furat alján legyen. Amikor a lézer áthatolt az anyagon, még pár kör végezhető. Ezek a furat alsó részének a kitágítására és a szélek simítására szolgálnak. A csavarfúrással nagyon nagy és mély furatok hozhatók létre kiváló minőségben.
Kapcsolat