Anyagválaszték
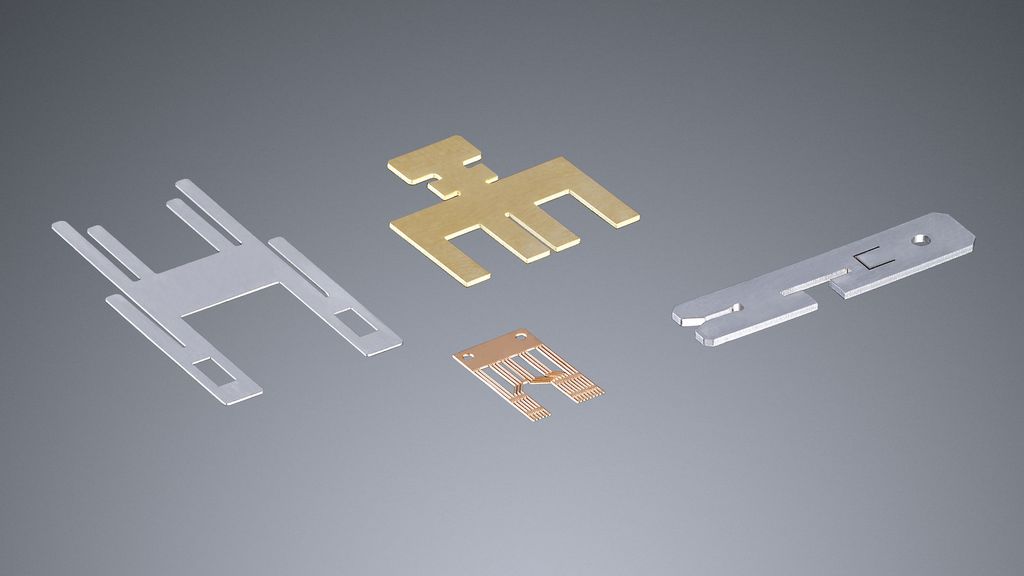
Minden, az ipari megmunkálás során használt anyag - az acéltól az alumíniumon, nemesacélon és színes lemezeken keresztül a nemfém szerkezeti anyagokig, mint a műanyag, üveg, fa vagy kerámia - a lézerrel biztonságosan és kitűnő minőségben vágható. A szerszámmal különböző lemezvastagságok vághatók 0,5 millimétertől egészen 30 milliméterig. Ennek az extrém nyersanyagspektrumnak köszönhetően vált a lézer az elsőszámú vágószerszámmá a sokféle fém és nemfém felhasználási területen.