A műanyagok besugárzó hegesztési módszerrel való lézerhegesztésénél a termoplasztikus műanyagok két fajtáját kapcsolják össze: az átlátszó illeszkedő részt a lézer besugározza, az elnyelő illeszkedő rész felforrósodik. Az elnyelő műanyag megolvasztja az átlátszó illesztési terültet. Az illeszkedő részeket a kellő hőátvezetéshez megfelelő berendezéssel egymáshoz kell préselni. A rés lehetőleg 150 μm-nél kisebb legyen. A tartós illesztés érdekében a megolvadt műanyagnak teljesen meg kell merevednie. Ezért a berendezés a két illeszkedő részt a tulajdonképpeni hegesztési folyamat után is bizonyos állásideig egymáshoz préseli.

Műanyagok hegesztése lézerrel
Kiváló minőségű, reprodukálható és teljesen oldószermentes – a műanyagok lézeralapú illesztésének számos előnye van, és számos ágazatban helyettesíti az olyan klasszikus eljárásokat, mint a ragasztás, az ultrahangos és vibrációs hegesztés. Ezenkívül a lézerrel való illesztésnél a hegesztési varrat tetszőlegesen az új alkatrész geometriákhoz igazítható. Mivel a hőbevitel helyileg erősen korlátozott, az érzékeny elektronikus alkatrészek például hatékonyan védettek. A műanyagok lézerhegesztésének tipikusan négy változatát különböztetjük meg: kontúrhegesztés, majdnem egyidejű hegesztés szkennerekkel, egyidejű hegesztés, hegesztés maszkkal. A műanyagok lézerhegesztésénél rendszerint kb. 300 wattos lézerteljesítményt alkalmaznak.
Kiváló minőségű és reprodukálható
A hegesztési varratok egyformán magas minőségűek. Közben a létrehozott varratok szilárdsága megfelel az alapanyag szilárdságának.
Rugalmasan alkalmazható
A hegesztési varrat tetszőlegesen a különböző alkatrész-geometriákhoz igazítható.
Maradék nélküli
A ragasztással vagy a vibrációs és ultrahangos hegesztéssel összehasonlítva a lézerhegesztésnél nincsenek ragasztómaradványok vagy műanyag foltok.
Kíméletes
A hőbevitel helyileg korlátozott, és kíméli az érzékeny elektronikát.
Zaj- és kopásmentes
A műanyagok lézeres hegesztése nemcsak az anyagot, hanem a környezetet is kíméli.
Hogyan működik a műanyagok lézeres hegesztése?


Az anyagpárosítás mátrix a különböző anyagok hegeszthetőségét ábrázolja. A hasonló műanyagok a lézeres hegesztés után a legnagyobb illeszkedési stabilitást mutatják. Ha a műanyag nagy arányban tartalmaz üvegszálakat, akkor könnyen érdes hegesztett kötések keletkezhetnek. Ezért javasolt, hogy ne haladja meg a 40%-os üvegszálarányt. Az üvegszáltartalmú lézertranszparens szerkezeti anyag ne legyen 2 mm-nél vastagabb.
Mivel számos termoplasztikus műanyag csak kis arányban nyeli el a szilárdtest lézerek lézersugárzását, adalékanyagokat, például kormot adnak hozzájuk. Ezáltal a hőre lágyuló műanyagok a lézersugárzással felolvaszthatók és hegeszthetők. A hegesztési folyamatok reprodukálhatóságának biztosítása érdekében egy megfelelő befogónak az alkatrészeket reprodukálhatóan kell pozicionálnia. Az illesztési erőt az hozza létre, hogy az alkatrészt kontúrközeli befogómaszkhoz vagy speciális üveghez préselik. Az üvegnek nagyfokú mechanikus stabilitás esetén át kell engednie a lézerfényt.
A három lézeres transzmissziós hegesztési eljárás összehasonlítása

A műanyagok lézeres hegesztésének tipikus alkalmazási területei

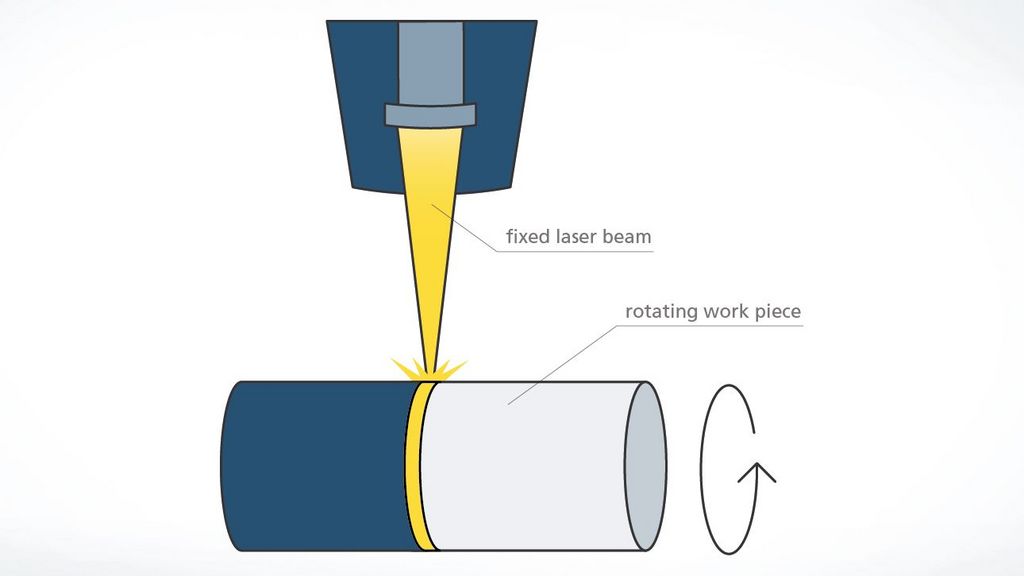
A kontúrhegesztésnél egy forgásszimmetrikus alkatrész a rögzített lézersugár alatt fordul el. Így lehet például tartályfedelet hegeszteni.

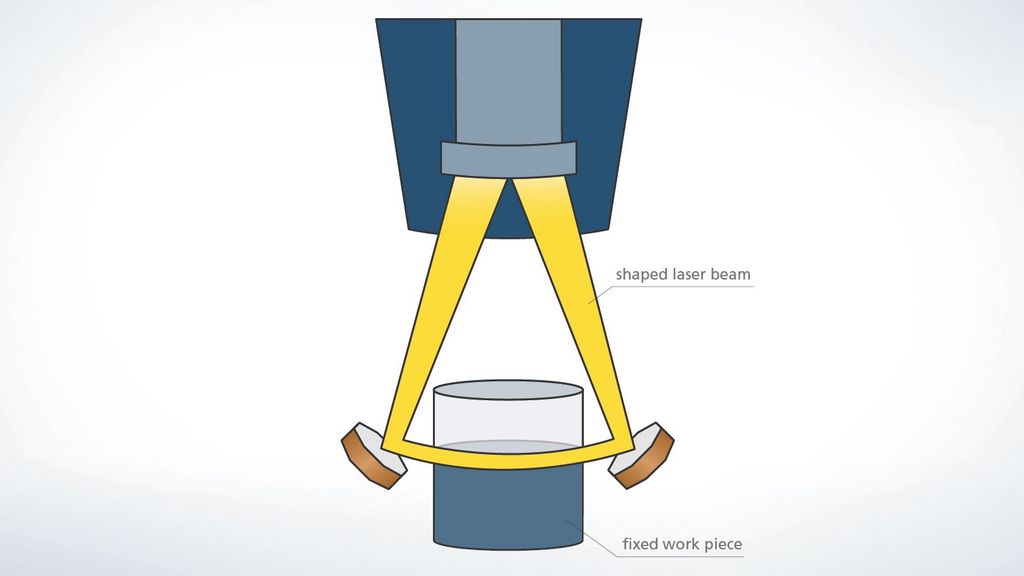
A majdnem egyidejű hegesztésnél a kontúrokon egy szkenneroptika megy végig rendkívül gyorsan. Így a kontúr mentén minden hely majdnem egyszerre melegszik fel.
TRUMPF termékek a műanyagok lézeres hegesztéséhez
A TRUMPF a műanyagok hegesztéséhez komplett megoldást kínál Önnek: Ön a lézert, az érzékelőkkel felszerelt fókuszáló optikát és a lézergépet, kívánság szerint berendezéssel együtt egy kézből és tökéletesen az Ön speciális alkalmazásához igazítva kapja meg.







Kapcsolat
