A legtöbb hajlított munkadarab a szabadhajlítás, sajtoló hajlítás, valamint falcolás és összenyomás eljárással és módszerrel készül. Ezek ugyanazon elven működnek: egy bélyeg a munkadarabot a matrica süllyesztékébe nyomja. Ezért azon hajlítógépeket, amelyekkel a fent említett eljárásokat és módszereket végrehajtják, élhajlítógépnek hívják. Az élhajlítógépek mellett a TRUMPF lengő-hajlítógépeket is kínál.
Hajlítás – eljárás és módszerek

Szabadhajlítás
A szabadhajlításnál a bélyeg a munkadarabot a matricába nyomja, anélkül, hogy a süllyeszték falainak nyomná. Mialatt a bélyeg leereszkedik, a munkadarab szárai felfelé hajlanak, és szög jön létre. Minél mélyebbre nyomja a bélyeg a munkadarabot a matricába, annál hegyesebb a szög. A bélyeg és a matrica között marad egy szabad terület. A szabadhajlításnál úttól függő eljárásról beszélünk. Minden szöghöz egy bizonyos út szükséges. A gépvezérlés kiszámítja ezt az utat és egyidejűleg a hozzá tartozó nyomóerőt. Az út és a nyomóerő a szerszámoktól, valamint az anyag és a termék tulajdonságaitól függ (szög, hossz).
Prégelő hajlítás
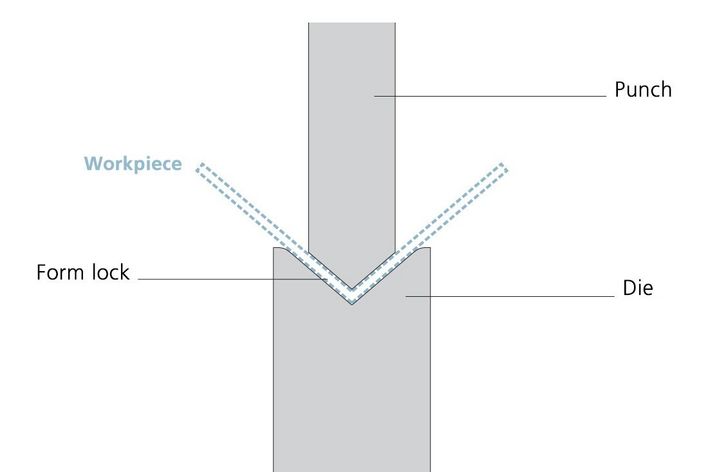
A sajtoló hajlításnál a bélyeg a munkadarabot teljesen benyomja a matricába, úgy, hogy a matrica, a munkadarab és a bélyeg között nem marad szabad tér. Ezt a folyamatot alakkal záró kötésnek nevezzük. A bélyegnek és matricának pontosan egymásba kell illeszkedniük. Ezért minden szöghöz és minden formához saját szerszámkészletre van szükség. Amennyiben a munkadarab teljesen be van nyomva, akkor a bélyeg nem tud tovább lefelé mozogni. A gépvezérlés mégis addig tovább növeli a nyomóerőt, amíg az előre megadott értéket el nem éri. Ezáltal nő a nyomás a munkadarabon, és felveszi a bélyeg és matrica kontúrját. Nagy nyomás alatt stabilizálódik a szög, így az elernyedés majdnem teljesen kiküszöbölésre kerül.

Falcolás és összenyomás
A lemezperemeket gyakran teljesen meghajlítják, pl. a táblaterv széleit. A szárak egymással párhuzamosak. Ezáltal vagy a kész munkadarab lesz összességében stabilabb, vagy élvédő jön létre. A falcokra gyakran azért is szükség van, hogy később ebbe beakasszanak egy másik munkadarabot. A falcolás és összenyomás két lépésben történik: az első lépésben a kezelő 30°-os szöget hajlít. Majd visszahelyezi a munkadarabot, és megfelelő szögbe nyomja. Falcolásról akkor beszélünk, ha a hajlítószárak között rés marad. Benyomáskor a hajlítószárak teljesen egymáshoz nyomódnak. A falcolás az úttól függ. A benyomás ellenben az erőtől.

Lengőhajlítás
A gépbe integrált perem lengőkar egy C-profilból áll, amelyre az alsó és felső hajlítószerszám fel van szerelve. Hajlításnál a C-profil felfelé vagy lefelé mozog, illetve kis ellipszis alakú, lengő mozgást végez. A lengő-hajlítógépek félautomatikusan működnek, és elsősorban a gyorsaságukkal és rugalmasságukkal tűnnek ki, még a kis darabszámok esetén is. A lengő-hajlító technológiával ezenkívül különböző sugárméretek hajlíthatók hatékonyan egy alkatrészen ugyanazzal a szerszámmal.



Kapcsolat