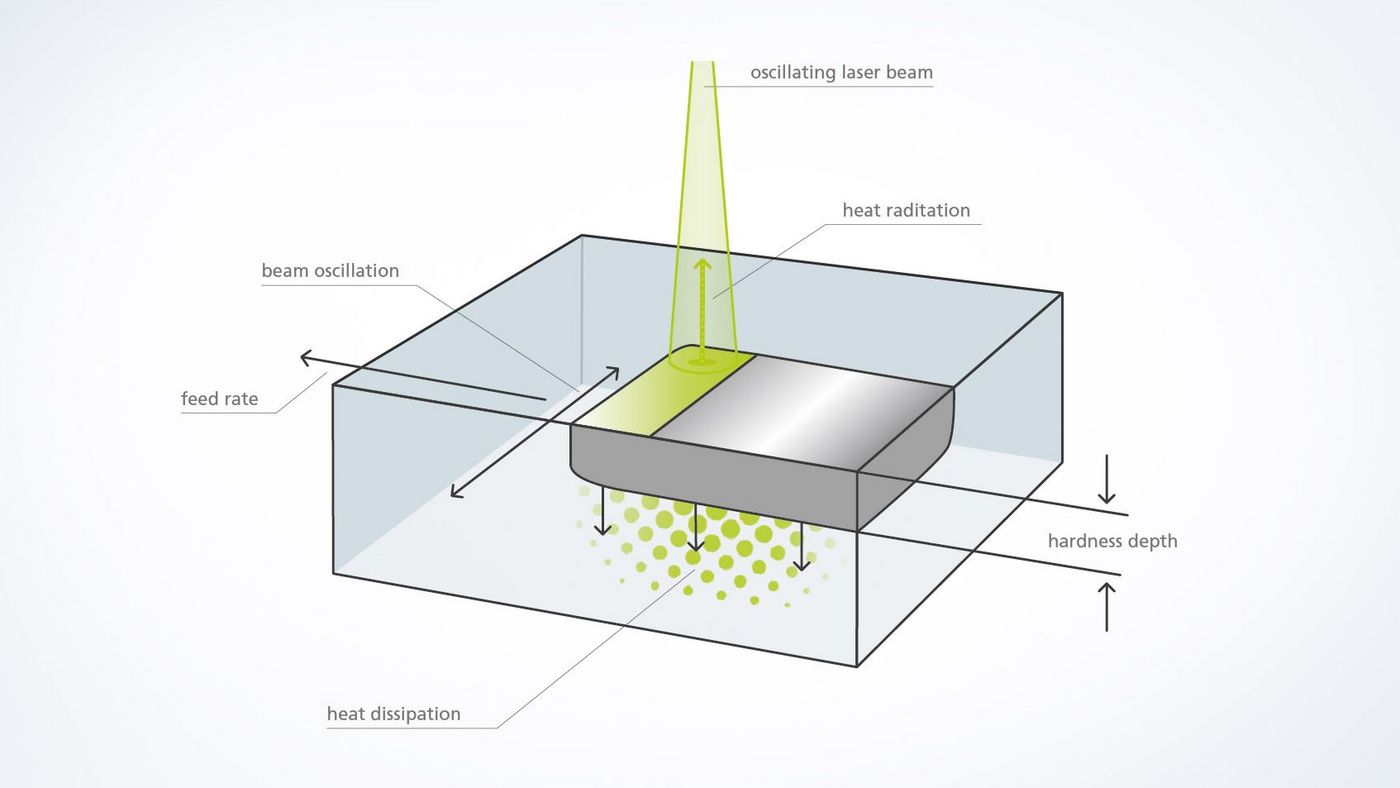
- A lézeres keményítésnél a széntartalmú acél vagy öntöttvas munkadarab külső rétege kicsivel az olvadáspont alá, kb. 900 és 1400 °C közé hevül. A besugárzott teljesítmény körülbelül 40%-a elnyelődik. A magas hőmérséklet által a szénatomok megváltoztatják a pozíciójukat a fémrácsban (ausztenitesítés).
- Amikor eléri az előírt hőmérsékletet, a lézersugár mozogni kezd, és közben az előtolási irányban folyamatosan melegíti a felületet.
- Amint a lézersugár tovább halad, a környező anyag nagyon gyorsan lehűti a forró réteget. Ilyenkor önhűtésről beszélünk. A gyors hűlés miatt a fémrács nem tud visszaalakulni a kiinduló formába, és martenzit keletkezik. Ez jelentős keményedést okoz.
- A 0,1 és 1,5 milliméteres kéregedzés-mélység a tipikus, de néhány szerkezeti anyagnál 2,5 milliméter, vagy több is lehet.

Lézeres keményítés
A lézeres keményítést az erősen igénybe vett, komplex alkatrészek tökéletesítéséhez találták ki. Mert a célzott és helyileg korlátozott hőbevitel révén az alkatrész a megmunkálásnál gyakorlatilag nem torzul. Az érintésmentes lézeres eljárással még olyan eljárások is hozzáférhetővé válnak, amelyek az olyan hagyományos edzési eljárásoknál, mint az indukciós vagy konventionellen lángedzés, nem lennének megvalósíthatók. Mivel a megmunkálási eljárás precízen vezérelhető, a geometriailag komplex és filigrán alkatrészek is edzhetők. Az eredmény: mechanikusan és vegyileg erősen igénybe vehető felületek, amelyek elsősorban a szerszámkészítésben, az autóiparban és az agrotechnikában jelentős előnyöket biztosítanak.
Mik a lézeres keményítés előnyei?
Kevesebb utómegmunkálás
Az alacsony hőbevitel révén az utómegmunkálás ráfordítása csökken, vagy teljesen kiesik.
Kis és filigrán alkatrészek keményítése
A lézerrel az alternatív eljárásokkal összehasonlítva helyileg korlátozott funkcionális felületek is precízen keményíthetők.
Nincs deformálódás
Míg hagyományos edzési eljárásnál a magasabb energiabevitel és az azt követő gyorshűtés révén deformálódás keletkezik, az alkatrész a lézeres keményítésnél majdnem eredeti állapotban marad.
Pontos ellenőrzés
A lézertechnológiával és a hőmérséklet-szabályozással a hőbevitel precízen vezérelhető.
Gyors átfutási idő és nagyfokú termelékenység
Az érintésmentes és torzulásmentes megmunkálásnak köszönhetően a lézer növeli az átfutási időt, és csökkenti a lehetséges elő- és utómunkákat.
Geometriától teljesen független
A TRUMPF szkenner technológiával a keményítési geometriák az alkatrészeken gyorsan „on-the-fly” módosíthatók. Így nincs szükség az optika, ill. a teljes rendszer átépítésére.
Hogyan működik a lézeres keményítési eljárás?

A megfelelő termékünk a lézeres keményítéshez




Kapcsolat