La plupart des pièces pliées sont usinées avec les procédés et méthodes de pliage en l’air, de pliage en frappe, d’agrafage ou d’écrasement. Tous ces procédés fonctionnent selon le même principe : un poinçon presse la pièce à usiner dans l’outil inférieur de la matrice. C’est pour cela que les presses plieuses avec lesquelles ces procédés et méthodes sont utilisés, s’appellent presses plieuses. TRUMPF propose, outre les presses plieuses, des centres de pliage à plat.
Pliage - Procédés et méthodes

Pliage en l’air
Pour le pliage en l’air, un poinçon appuie la pièce à usiner dans la matrice, sans la presser contre les parois de l’outil inférieur. Pendant que le poinçon descend, les bords de la pièce remontent, générant ainsi l’angle souhaité. Plus le poinçon pousse la pièce dans la matrice, plus l’angle est aigu. Une zone de dégagement reste entre le poinçon et la matrice. Le pliage en l’air est ainsi un procédé en fonction de la trajectoire. Chaque angle nécessite une certaine course. La commande de la machine calcule cette course ainsi que la force de compression requise. La course et la force de compression dépendent des outils ainsi que des propriétés du matériau et du produit (angle, longueur).
Pliage en frappe
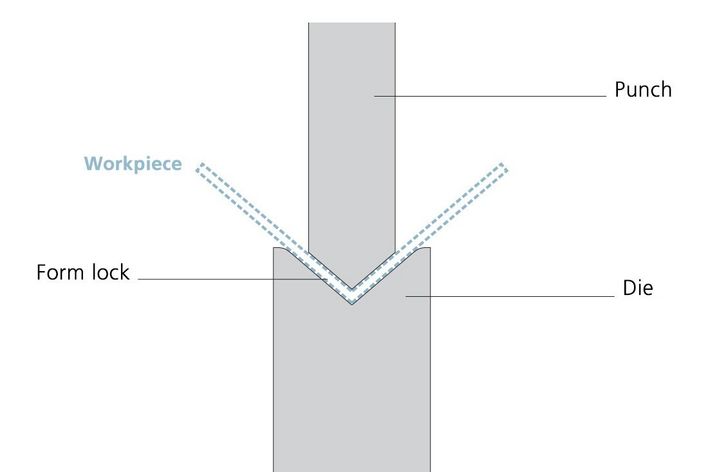
Pour le pliage en frappe, le poinçon presse la pièce entièrement dans la matrice, si bien qu’aucun espace n’existe entre la matrice, la pièce à usiner et le poinçon. Ce procédé fonctionne selon le principe de la complémentarité de formes. Le poinçon et la matrice doivent s’emboîter exactement. C’est pour cette raison qu’un jeu d’outils est nécessaire pour chaque angle et chaque pièce. Une fois que la pièce à usiner est entièrement pressée dans la matrice, le poinçon ne peut plus poursuivre sa course vers le bas. La commande de la machine augmente la force de compression progressivement jusqu’à ce que la valeur prescrite soit atteinte. La pression exercée sur la pièce augmente et reprend les contours du poinçon et de la matrice. Grâce à la haute pression, l’angle se stabilise rendant ainsi pratiquement impossible un retour élastique.

Agrafage et écrasement
Les bords de la tôle sont souvent repliés, par exemple pour former les arêtes d’une caisse. Les bords de pli sont alors parallèles les uns aux autres, ce qui rend la pièce finie plus stable ou génère une protection des bords. Les plis écrasés sont aussi fréquemment utilisés pour suspendre ultérieurement une autre pièce. L’agrafage et l’écrasement s’effectuent en deux étapes. Lors de la première étape, l’opérateur effectue un pliage à 30° ; ensuite, il réinsère la pièce à usiner, puis écrase l’angle. On parle d’agrafage lorsqu’un jeu persiste entre les bords de pliage, et d’écrasement lorsque les bords de pliage sont entièrement pressés l’un contre l’autre. L’agrafage s’effectue en fonction de la trajectoire, l’écrasement en fonction de la force.

Pliage à plat
Le support oscillant intégré aux machines se compose d’un profilé en C sur lequel les outils de pliage supérieur et inférieur sont montés. Lors du pliage, le profilé en C monte et descend ou effectue un léger mouvement elliptique, appelé oscillation. Les centres de pliage à plat travaillent de manière semi-automatique et se caractérisent par leur rapidité et leur flexibilité, notamment pour les lots de petite taille. La technologie de pliage à plat permet de plier, de manière rentable, différents rayons sur un même composant avec un seul et même outil.



Contact