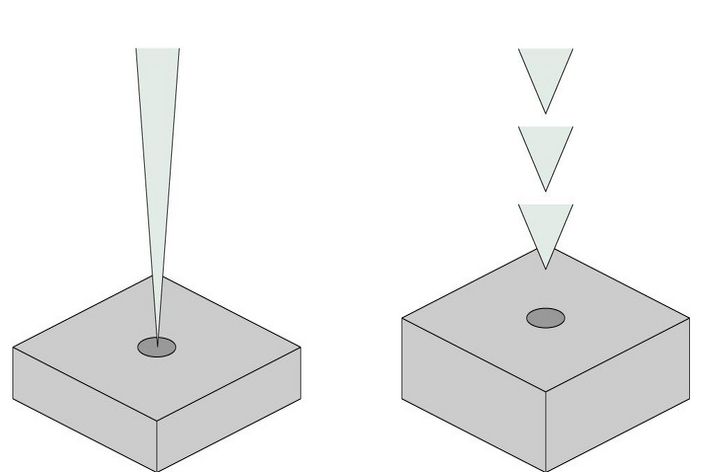
Dans cette technique, une courte impulsion laser de forte puissance volumique apporte l'énergie dans la pièce à usiner sur un temps très court. Sous cet effet, le matériau fond et se vaporise. Plus l'énergie des impulsions est forte, plus la quantité de matériau qui fond et se vaporise est importante. Lors de la vaporisation, le volume du matériau augmente soudainement dans le trou et une forte pression apparaît. Cette pression de la vapeur éjecte le matériau fondu hors du trou.
L'usinage avec des lasers à impulsions ultra-courtes de l'ordre de la picoseconde est un cas particulier. Dans ce cas, le matériau passe directement de l'état solide à l'état de vapeur par sublimation, sans fusion. Le composant n'est alors pas chauffé.
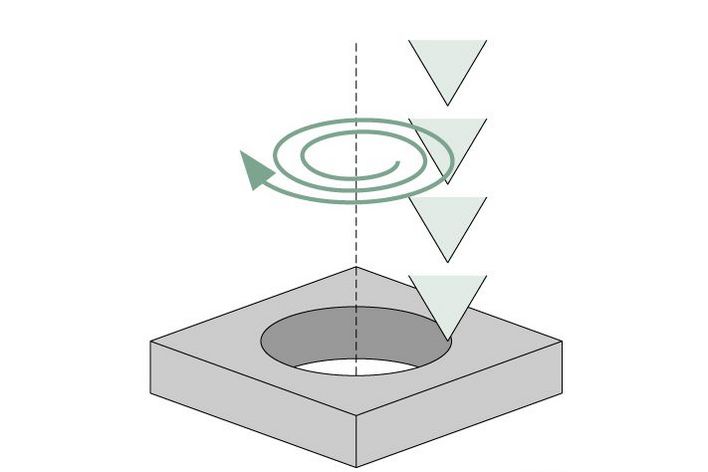
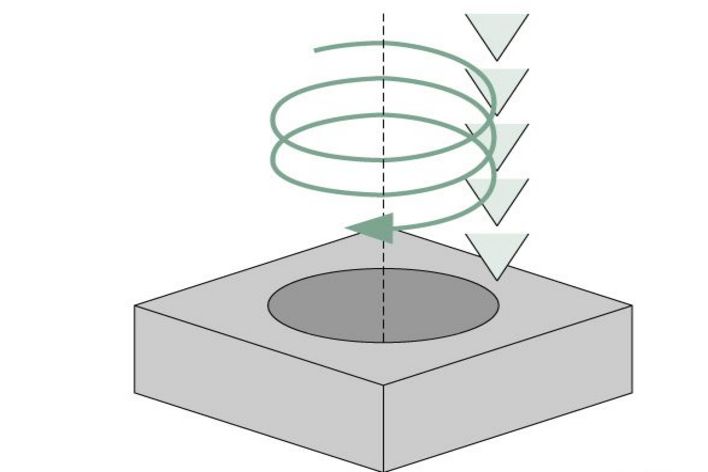
Au fil du temps, plusieurs procédés de perçage ont été développés à partir du principe de base :