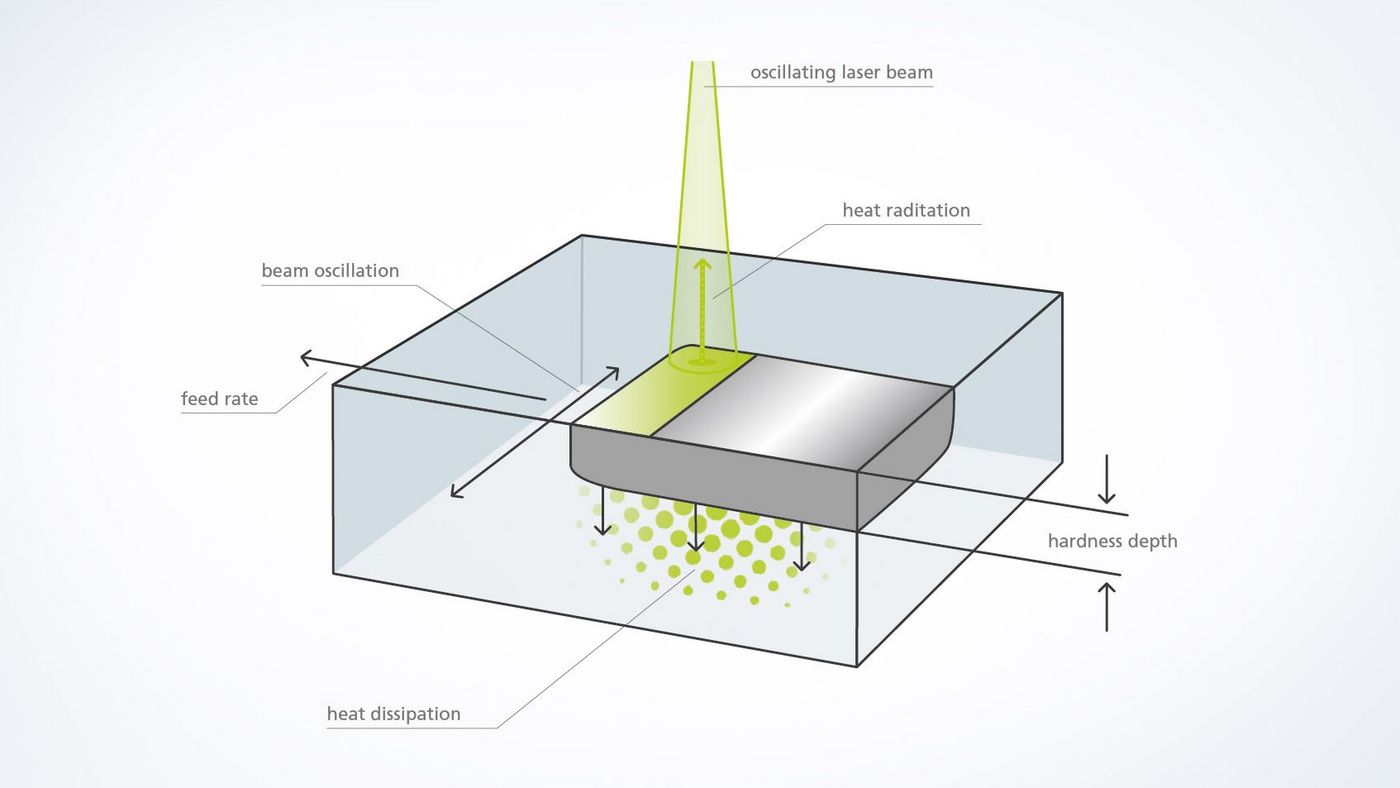
- Au cours de la trempe au laser, la couche superficielle d'une pièce en acier ou en fonte contenant du carbone est chauffée juste en dessous du point de fusion, généralement entre 900 et 1 400 °C. La puissance rayonnée est absorbée à environ 40 %. Sous l'effet de cette forte chaleur, les atomes de carbone changent de position dans le réseau métallique (austénitisation).
- Si la température de consigne est atteinte, le faisceau laser se déplace, chauffant la surface de manière continue dans la direction de l'avance.
- Dès que le faisceau laser avance, la matière environnante refroidit très rapidement la couche portée à haute température. Ce phénomène est appelé autorefroidissement. La rapidité du refroidissement ne permet pas au réseau métallique de se reformer sous sa forme initiale, et de la martensite apparaît. Il en résulte une augmentation significative de la dureté.
- La profondeur de trempe typique s'étend de 0,1 à 1,5 millimètre, voire 2,5 millimètres et au-delà pour certaines matières.

Trempe au laser
La trempe au laser permet d'affiner des composants très sollicités et complexes. En effet, l'application ciblée et localement limitée de la chaleur fait que la pièce se déforme à peine pendant l'usinage. Le procédé laser sans contact permet de développer des applications qui ne seraient pas réalisables avec des méthodes de trempe conventionnelles telles que l'induction ou la trempe à la flamme. Comme le processus d'usinage peut être contrôlé avec précision, même les composants géométriquement complexes et filigranes peuvent être durcis. Résultat : surfaces très résistantes mécaniquement et chimiquement, qui apportent des avantages considérables, notamment dans la construction d'outils, l'industrie automobile et le génie agricole.
Quels sont les avantages de la trempe au laser ?
Travail de retouche moins important
Grâce à un apport thermique réduit, le travail de retouche diminue, voire disparaît.
Trempe des composants de petite taille et en filigrane
Avec le laser, même les surfaces fonctionnelles localement limitées peuvent être trempées avec précision par rapport aux méthodes alternatives.
Pas de gauchissement
Alors que les procédés de trempe conventionnels provoquent des déformations dues à un apport d'énergie plus élevé et de la trempe ultérieure, la trempe au laser maintient le composant presque dans son état d'origine.
Contrôle précis
Grâce à la technologie laser et au contrôle de la température, l'apport thermique peut être contrôlé avec précision.
Délai d'exécution rapide et productivité élevée
Grâce à l'usinage sans contact ni gauchissement, le laser augmente le temps de traitement et réduit les possibilités de pré et post-traitement.
Complètement indépendant de la géométrie
Avec la technologie de numérisation TRUMPF, les géométries de trempe des composants peuvent être modifiées rapidement « à la volée ». Ainsi, aucune conversion de l'optique ou du système complet n'est nécessaire.
Comment fonctionne le procédé de trempe au laser ?
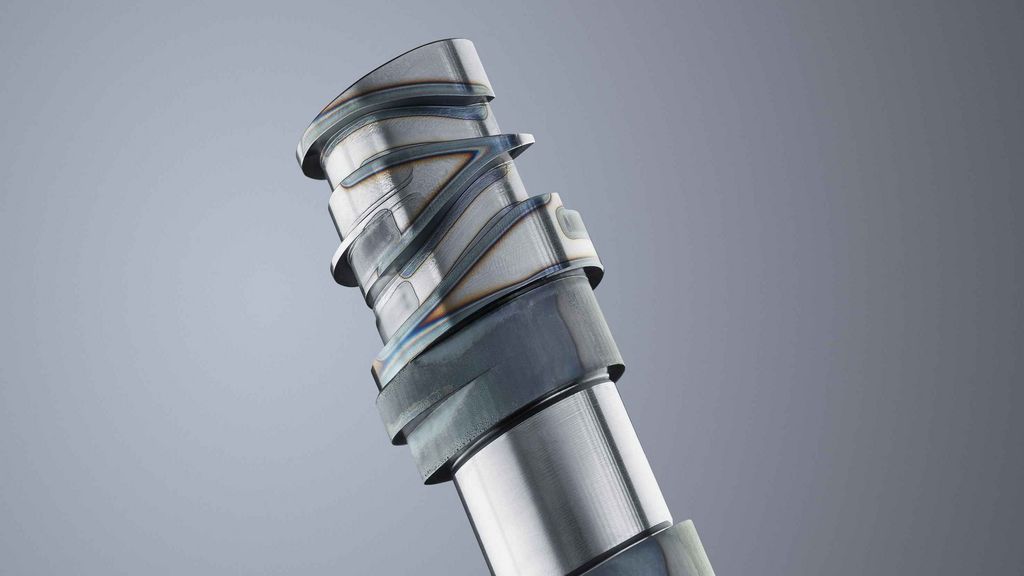
La trempe au laser au laser prolonge considérablement la durée de vie d'un arbre à cames. Différents niveaux peuvent être traités en parallèle par la grande profondeur de la mise au point.

Les outils de pliage usinés par trempe superficielle peuvent supporter de lourdes charges pendant longtemps. En raison de l'apport thermique ciblé, seules les zones qui sont réellement sollicitées et usées sont durcies.
Notre produit adapté à la trempe au laser




Contact