La mayoría de piezas plegadas se fabrican con los procedimientos y métodos del plegado libre, el plegado por estampado, así como el doblado y el prensado. Todos ellos funcionan según el mismo principio: un punzón presiona la pieza en el útil interior de la matriz. Por ello, las máquinas de plegado en las que se realizan los procedimientos y métodos arriba mencionados, reciben el nombre de prensas plegadoras. Además de las prensas plegadoras, TRUMPF también ofrece máquinas de plegado basculantes.
Plegado - procedimientos y métodos

Plegado libre
En el plegado libre, el punzón presiona la pieza dentro de la matriz sin prensarla en las paredes del útil interior. Mientras el punzón desciende, los lados de plegado de la pieza se doblan hacia arriba para crear un ángulo. Cuanto más profundamente presiona el punzón la pieza dentro de la matriz, más agudo se vuelve el ángulo. Al hacerlo, entre el punzón y la matriz permanece un espacio libre. El plegado libre se considera un procedimiento en función del recorrido. Para cada ángulo se necesita una carrera determinada. El mando de la máquina calculada ese recorrido y, al mismo tiempo, la fuerza de prensado correspondiente. La carrera y la fuerza de prensado dependen de los útiles y también de las propiedades del material y del producto (ángulo, longitud).
Plegado por estampado
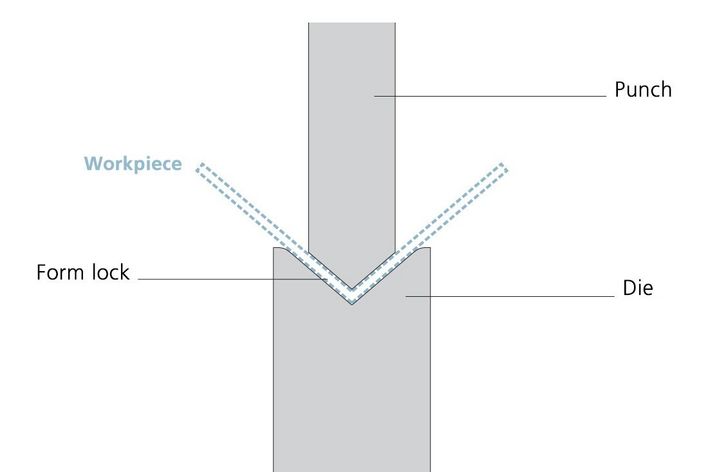
En el plegado por estampado, el punzón presiona la pieza completamente dentro de la matriz, de tal modo que ya no hay ningún espacio libre entre la matriz, la pieza y el punzón. Este procedimiento se denomina unión geométrica o acoplamiento de forma. El punzón y la matriz tienen que coincidir internamente de manera exacta. Por ello, para cada ángulo y para cada forma se necesita un juego de útiles propio. Si la pieza está completamente insertada, el punzón ya no puede seguir descendiendo. No obstante, el mando de la máquina incrementa la fuerza de prensado hasta que se haya alcanzado el valor predeterminado. De este modo, aumenta la presión sobre la pieza y esta adopta los contornos del punzón y la matriz. Bajo esta alta presión, se estabiliza al ángulo de modo que prácticamente se elimina completamente la resiliencia.

Doblado y prensado
Las aristas de la chapa se doblan en redondo a menudo, por ejemplo los bordes de las cajas. Los lados de plegado se sitúan en ese caso en paralelo. Con ello, se quiere hacer que la pieza acabada sea más estable en su conjunto o bien que se forme una protección de los bordes. A menudo, también se necesitan los engatillados para suspender otra pieza de ellos. El doblado y el prensado se realizan en dos pasos: en el primer paso, el operario pliega un ángulo de 30°. A continuación, vuelve a insertar la pieza y prensa el ángulo. Se habla de doblado cuando queda una ranura entre los lados de plegado. En el prensado, los lados de plegado se presionan completamente el uno contra el otro. El doblado se realiza en función del recorrido. Por el contrario, el prensado depende de la fuerza.

Plegado basculante
El brazo basculante integrado en las máquinas consta de un perfil en C en el que están montados el útil inferior y el útil superior. Durante el plegado, el perfil en C se desplaza hacia arriba o hacia abajo, o bien realiza un pequeño movimiento de forma elíptica, el basculado. Las máquinas de plegado basculante trabajan en modo semiautomático y destacan en particular por su rapidez y flexibilidad, en especial con pequeñas cantidades de piezas. Con la tecnología de plegado basculante, es posible plegar además diferentes tamaños de radio en un componente con el mismo útil.



Contacto