
Welding with a visible wavelength
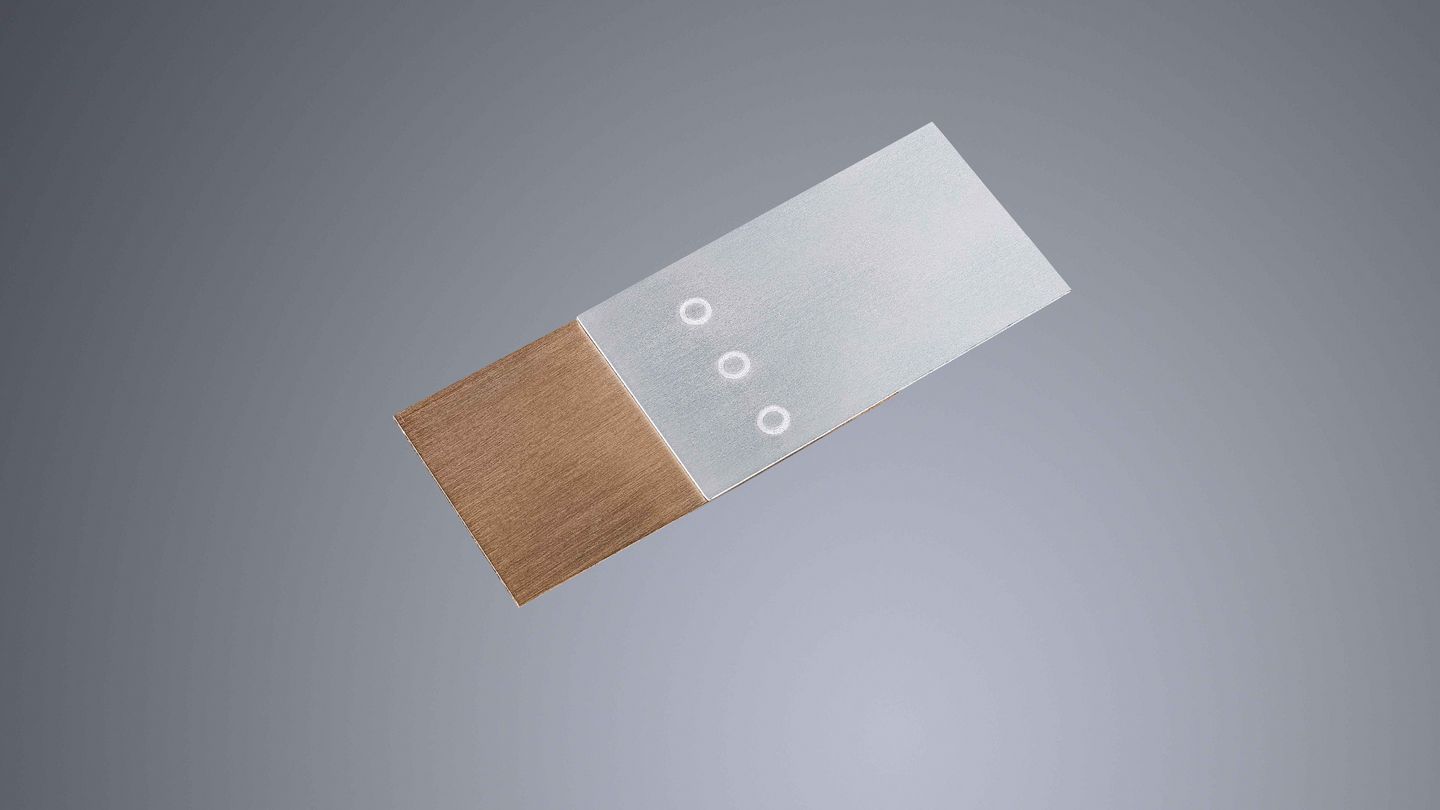
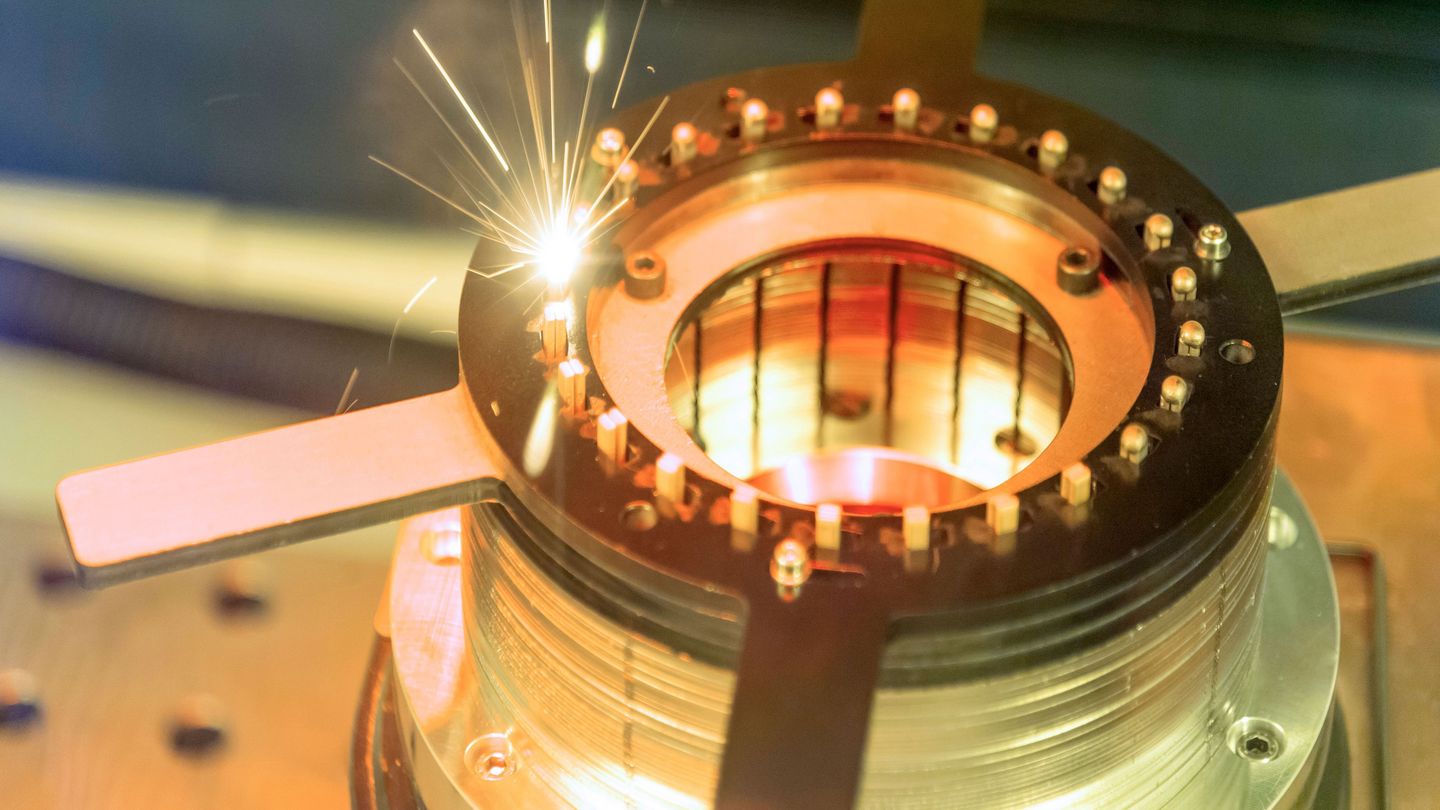
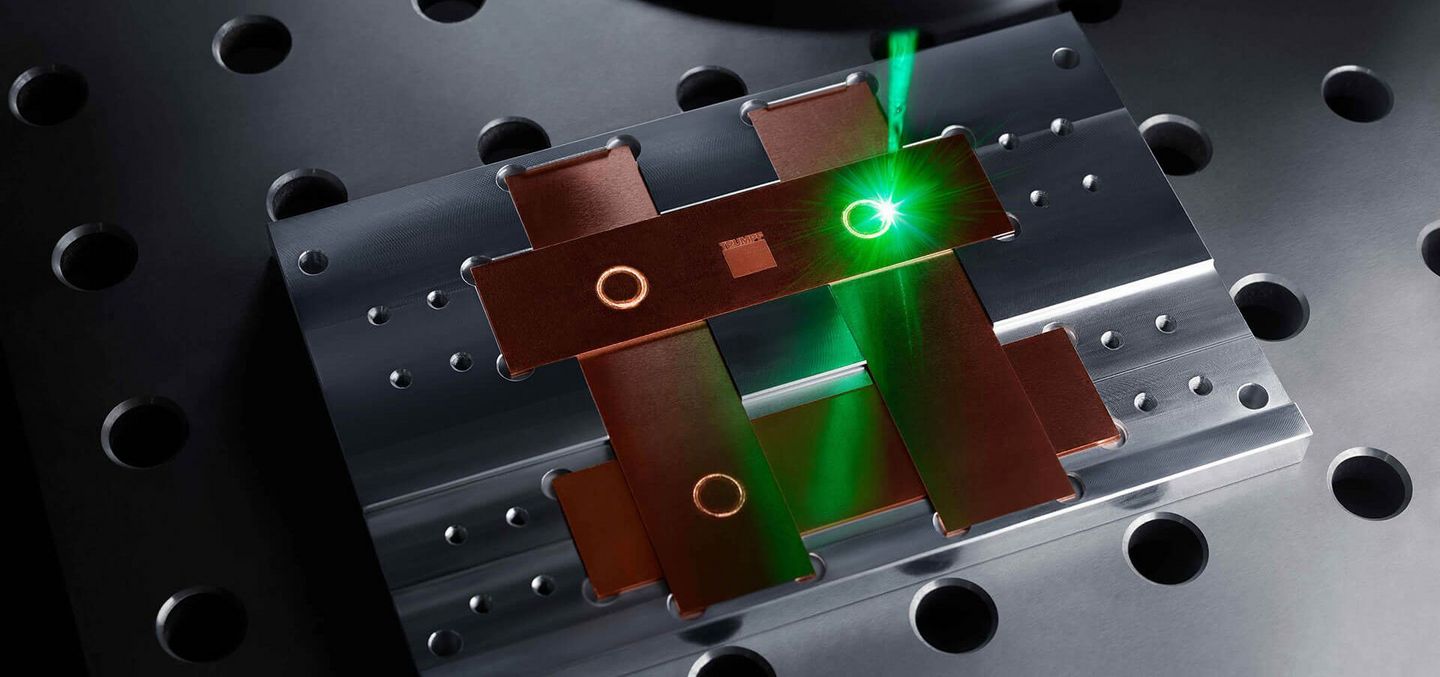
When welding copper with a green wavelength, users benefit from a high absorption of laser light and high process efficiency. The green laser fully demonstrates its benefits in the field of heat conduction welding. Thanks to its special keyhole shape, even deep penetration welding only creates very little spatter. Regardless of the material surface - polished, brushed, oxidised or etched - copper welds can always be reliably produced with consistent quality with green laser radiation.