Při svařování plastů laserovým paprskem pomocí svařovací metody prozařováním se spolu spojují dva druhy termoplastických plastů: transparentní spojovací partner je prozářen laserem, absorbující se zahřeje. Absorbující plast roztaví transparentní spojovací oblast. Spojovací partneři musí být na sebe natlačeni kvůli dostatečnému přechodu tepla vhodným přípravkem. Štěrbina by měla být proto, pokud možno, menší než 150 μm. Pro trvalé spojení musí roztavený plast zcela ztuhnout. Proto přípravek na sebe oba spojovací partnery tlačí ještě určitou dobu i po vlastním procesu svařování.

Svařování plastů pomocí laseru
Kvalitně, s opakovatelnými výsledky a zcela bez rozpouštědel – spojování plastů založené na laseru má mnoho výhod a nahrazuje v mnoha oborech klasické metody, jako je lepení, ultrazvukové nebo vibrační svařování. Při spojování laserem je kromě toho možné svar libovolně přizpůsobovat novým geometriím konstrukčního dílu. Jelikož je dodávané teplo místě silně omezeno, jsou například efektivně chráněny citlivé elektronické komponenty. Typicky lze rozlišovat čtyři varianty svařování plastů laserovým paprskem: konturové svařování, kvazisimultánní svařování, simultánní svařování a svařování za uplatnění masky. Při svařování plastů se používají zpravidla výkony laseru do cca 300 W.
Vysoká kvalita a opakovatelné výsledky
Svary vykazují trvalou kvalitu. Vytvořené svary přitom mají pevnost, která odpovídá pevnosti základního materiálu.
Flexibilně použitelné
Svar je možné libovolně přizpůsobovat různým geometriím konstrukčního dílu.
Beze zbytků
Ve srovnání s lepením nebo vibračním a ultrazvukovým svařováním nevznikají při svařování laserovým paprskem žádné zbytky po lepení nebo plastová drť.
Šetrně
Dodávané teplo je místně omezeno a chrání citlivou elektroniku.
Nízká hlučnost a odolnost proti opotřebení
Svařování plastů laserem není šetrné jen k materiálu, ale i k životnímu prostředí.
Jak funguje svařování plastů laserem?


V matici zobrazující sdružování materiálů je zobrazena možnost svařování různých materiálů. Podobné plasty vykazují po svařování laserem nejvyšší stabilitu spojení. Pokud plast obsahuje vysoký podíl skleněných vláken, mohou snadno vznikat křehké svařované spoje. Proto se doporučuje nepřekračovat 40% obsah skleněných vláken. Laserově transparentní materiál se skleněným vláknem by neměl být silnější než 2 mm.
Vzhledem k tomu, že mnoho svařitelných termoplastických plastů absorbuje pouze malý podíl laserového záření pevnolátkových laserů, přidávají se přídavné látky (aditiva), např. saze. Díky tomu je možné termoplasty pomocí laserového záření roztavit a svařovat. Aby byla zaručena opakovatelnost procesů svařování, je navíc nutné zajistit nastavení polohy vhodného uchycení dílů pro opakovatelné výsledky. Spojovací síla se vytváří tlačením dílu na obrysově podobnou upínací masku nebo speciální sklo. Sklo musí propustit laserové světlo při vysoké mechanické stabilitě.
Srovnání tří metod svařování prozařováním laserem

Typické oblasti použití svařování plastů laserem

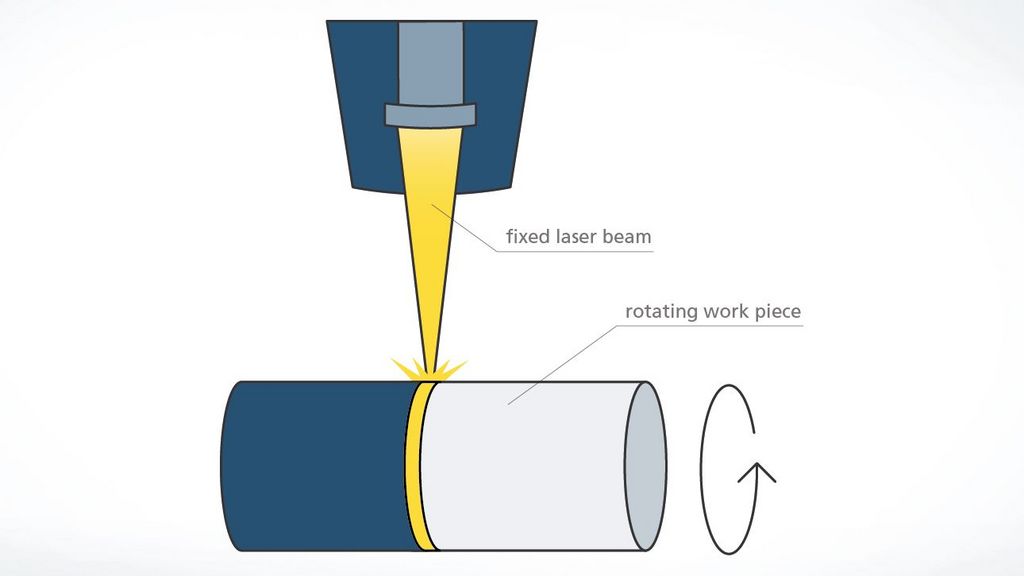
Při konturovém svařování se otáčí rotačně symetrický díl pod místně pevně nastaveným laserovým paprskem. Tímto způsobem je možné svařovat například uzávěr palivové nádrže.

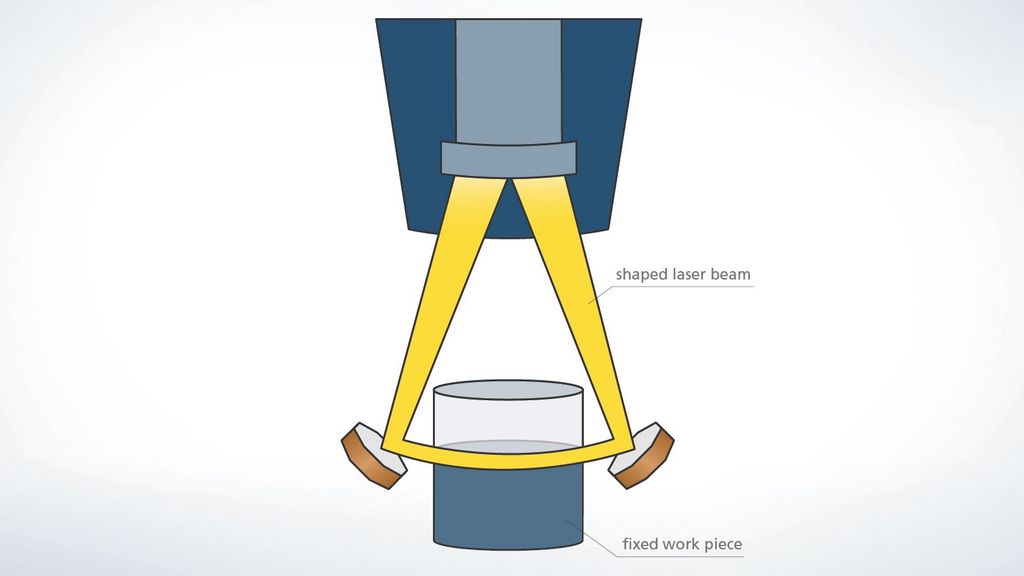
Při kvazisimultánním svařování se obrysy objíždějí skenovací optikou v extrémně rychlém sledu. Tímto způsobem je každé místo zahříváno podél obrysu téměř současně.
Produkty společnosti TRUMPF pro svařování plastů laserem
Společnost TRUMPF nabízí kompletní řešení svařování plastů: z jednoho zdroje obdržíte laser, zaostřovací optiku se senzorikou a laserový obráběcí stroj, na přání také s přípravkem, to vše perfektně přizpůsobené vaší specifické aplikaci.







Kontakt
