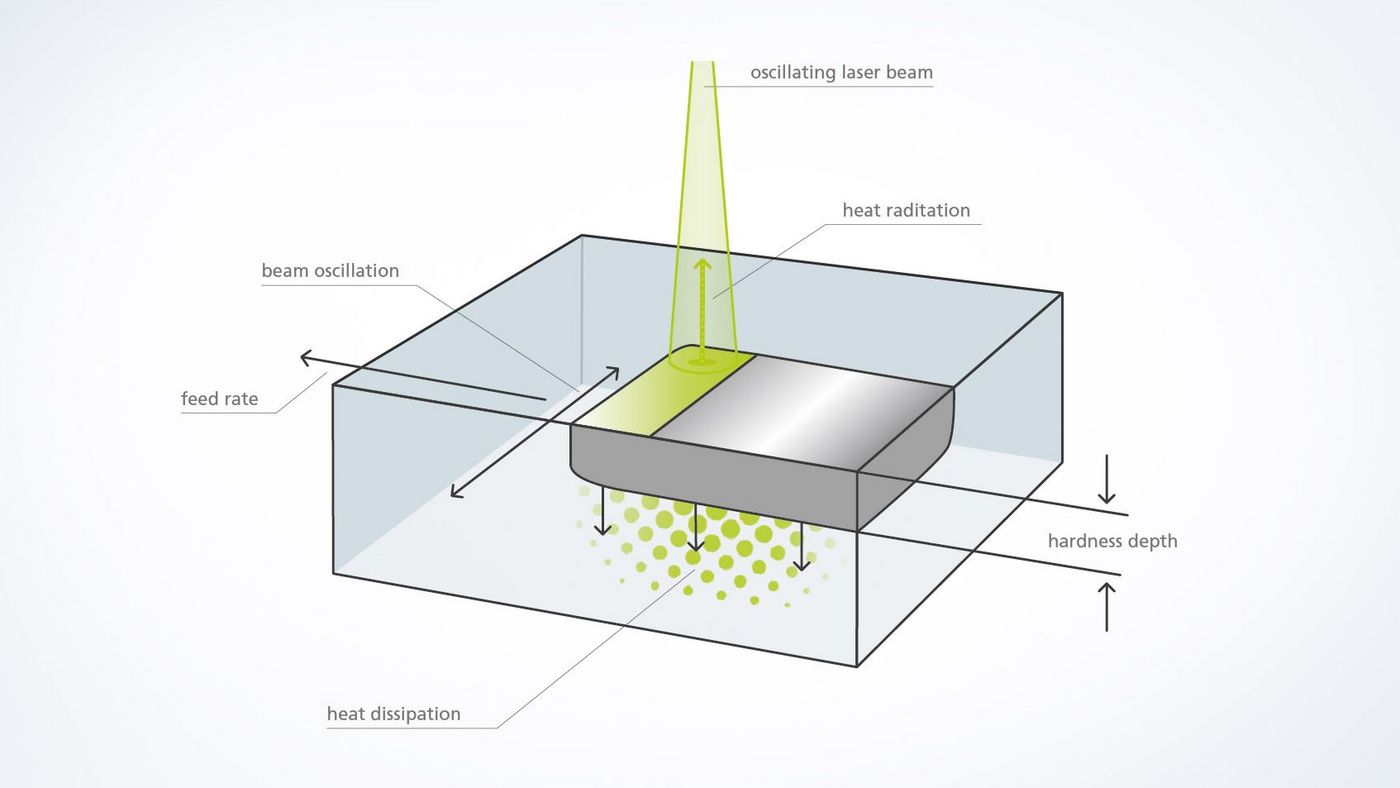
- U laserového tvrzení se povrchová vrstva obrobku z uhlíkové oceli nebo litiny zahřeje téměř až na teplotu tavení, zpravidla přibližně na 900 až 1 400 °C. Vyzařovaný výkon se absorbuje na cca 40 %. Díky vysoké teplotě se přeskupují atomy uhlíku v mřížce kovu (austenitizace).
- Po dosažení požadované teploty se laserový paprsek pohybuje a přitom plynule zahřívá povrch ve směru posuvu.
- Při dalším pohybu laserového paprsku zchlazuje okolní materiál velmi rychle horkou vrstvu. Hovoříme o samovolném zchlazení. V důsledku rychlého zchlazení se mřížka kovu nevrátí do své výchozí formy a vzniká martenzit. To vede k výraznému zvýšení tvrdosti.
- Typická hloubka povrchového tvrzení se pohybuje od 0,1 do 1,5 mm, u mnoha materiálů i 2,5 mm či více.

Laserové tvrzení
Laserové tvrzení je jako stvořené pro opracovávání vysoce zatěžovaných, komplexních obrobků. Díky cílenému a ohraničenému přívodu tepla se totiž obrobek při obrábění téměř nedeformuje. Díky bezkontaktní laserové metodě lze využít dokonce i aplikace, které by s běžnými metodami tvrzení, jako je indukční kalení a kalení plamenem, nebyly proveditelné. Protože je obráběcí proces přesně regulovatelný, je možné kalit i geometricky složité a filigránní obrobky. Výsledek: mechanicky a chemicky značně odolné povrchy, které zejména ve výrobě nástrojů, automobilovém průmyslu a v agrotechnice přináší značné výhody.
V čem spočívají výhody laserového tvrzení?
Méně dokončovacích prací
Díky nízkému přívodu tepla se snižuje náročnost dokončovacích prací nebo tyto práce zcela odpadají.
Kalení malých a filigránních obrobků.
Ve srovnání s alternativními metodami lze pomocí laseru přesně kalit také ohraničené funkční plochy.
Žádná deformace
Zatímco u běžných metod kalení dochází v důsledku zvýšeného příkonu energie a následného rychlého zchlazení k deformacím, zůstává obrobek u laserového tvrzení téměř v původním stavu.
Přesná kontrola
Díky laserové technologii a regulaci teploty je přívod tepla dokonale regulovatelný.
Rychlá doba běhu a vysoká produktivita
Díky bezdotykovému obrábění bez deformací se u laseru prodlužuje doba běhu a zkracují se možné přípravné a dokončovací práce.
Zcela nezávislé na geometrii
S technologií skenování společnosti TRUMPF je možné rychle a průběžně měnit kalené geometrie na obrobcích. Není tak nutné žádné přestavování optiky, resp. celého systému.
Jak funguje metoda laserového tvrzení?
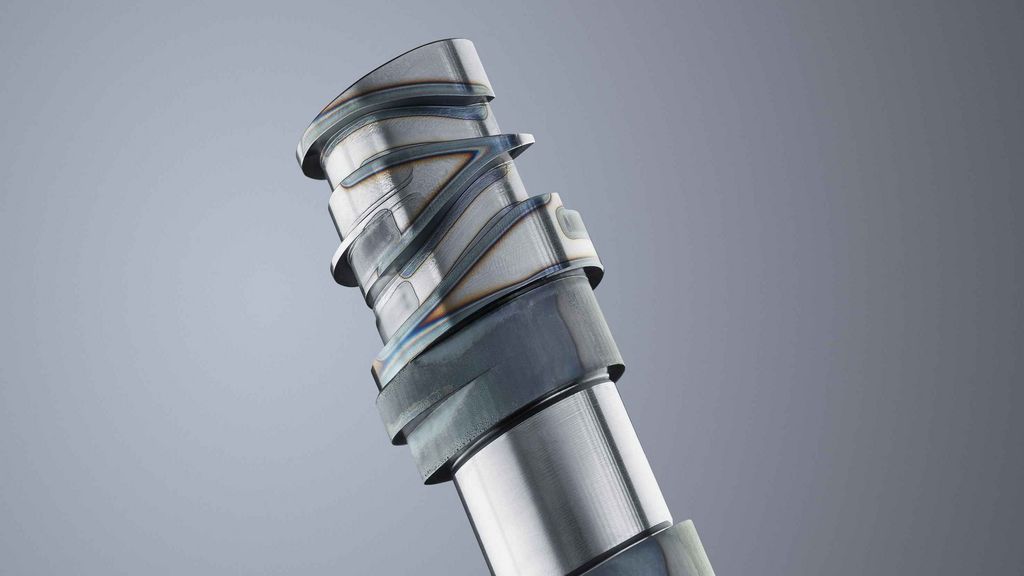
Díky laserovému kalení se výrazně prodlouží životnost vačkové hřídele. Díky vysoké hloubce zaostření lze obrábět různé úrovně současně.

Ohýbací nástroje, opracované pomocí kalení povrchové vrstvy, mají dlouhou životnost i při velké zátěži. Díky cílenému přívodu tepla se kalí jen ty oblasti, které se opravdu namáhají a opotřebovávají.
Náš produkt vhodný k laserovému tvrzení

Whitepaper



Kontakt